









教育信息技术|面向创客教育的设计型学习研究:模式与案例
面向创客教育的设计型学习研究:
朱 龙,胡小勇

“互联网+”时代,以提升学生学习与创新能力为核心的创客教育受到了前所未有的关注。新媒体联盟《地平线报告》连续三年 (2014-2016)提及创客空间及其在教育中的应用,引发创客教育热。自2013年起,为提升学生STEM素养及创新能力,英国政府先后启动“国家科学工程大赛”“STEMNET”项目以及“你的生活”项目。
2014年,美国启动“创客教育计划”(Maker Education Initiative),旨在加快实现“创造者的国度”(A Nation of Makers),提升年轻人创造能力;
2015年,为加快创新型人才培养,日本代表团与美国爱荷华大学签订《TOMODACHI倡议书:STEM 教育交流项目资助》。
2016年6月,我国教育部颁布《教育信息化“十三五”规划》(以下简称“规划”)提出:“积极探索信息技术在……创客教育等新的教育模式中的应用,着力提升学生的信息素养、创新意识和创新能力。”[1]在此背景下,探索面向创客教育的教学模式,助力学生学习与创新能力发展,成为教育领域关注的焦点。
基于此,本文从创客教育及设计型学习内涵出发,探索面向创客教育的设计型学习模式,对提升学生学习与创新能力,实现创新人才目标具有重要意义。
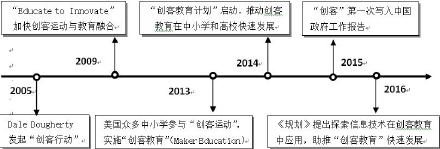
21世纪以来,以互联网为代表的信息技术大大降低了普通人参与创新的门槛,催生出一种人人可参与的创新环境,人人纷纷加入到以创意和技术推动的创新活动中来。创客教育大事记如图1所示。
2005年,Dale Dougherty在《Maker》杂志发起创客运动,并举办了三次创客嘉年华活动,在全球引爆创客运动。创客运动倡导将创意转化为产品,这与教育领域“做中学”理念不谋而合,因而在教育领域逐步受到关注。
2009年“Educate to Innovate”启动,加快了创客运动与教育融合;
2013年,美国众多中小学参与实施“创客教育”;
2014年,美国启动“创客教育计划”,加快发展创客项目及创客空间,推动创客教育进学校;
2015年3月,“创客”第一次写入中国政府工作报告;
2016年6月,教育部颁布《规划》,提出探索信息技术在创客教育中应用,提升学生创新意识、创新能力,由此持续推动中国创客教育发展。
同时,国内外研究者从不同维度和视角对推进创客教育进行了研究,其中具有代表性研究如表1所示:
|
研究视角 |
作者 |
研究结论 |
|
宏观:
政策、
机制 |
祝智庭,孙妍妍[2]
(2015) |
推进创客教育的方式:建立协同共享创客中心、开展大规模的教师培训、研发创客教育教学器械、创建社区创客中心、形成良好的激励机制 |
|
郑燕林[3]
(2015) |
意识层面:响应创客行动,充分重视创客教育价值
规划层面:整体设计创客教育,联合社区充分联动
实践层面:打造优质创客教育空间和实施灵活的创客教育形式 |
|
|
Jennie Snyder[4]
(2015) |
区域层面推进创客教育:设计思维融入教育之中、转变教学方法和有效教师专业培训、提升教学领导力、提供教师观摩创客课程机会、转变评价方式 |
|
|
中观:
项目、
课程、
环境 |
Sylvia Libow Martinez等[5]
(2016) |
创客教育项目核心要素:明确的目的和意义、充足的时间、复杂性、一定的学习强度、融合互联思维、资源易得、分享、创新性 |
|
杨刚[6]
(2016) |
推进创客教育建立以“人文通识课程—学科专业课程—跨学科交叉课程”为主线的课程体系 |
|
|
Michelle Hlubinka等[7] |
好的创客教育空间能够满足创造实践需求,提供“用知识”的机会,为学习者提供有益的资源列表、表格和模板 |
|
|
Margaret E.Madden[8]
(2013) |
通过应用SIIM(Student-Initiated Integrative Major,学习者中心的整合模式),设计并实施跨学科课程整合的课程,促进创新能力发展 |
|
|
微观:
模式、
方法 |
何克抗[9]
(2016) |
在创客活动准备阶段:采用课内整合模式(有意义传递—接受教学模式和教师主导下的探究性教学模式)
在创客活动实施阶段:采用课外整合模式(基于主题探究的研究性学习教学模式、WebQuest 教学模式和JiTT—适时教学模式) |
|
黄荣怀[10]
(2016) |
我国基础教育开展创客教育有三种途径:基于设计的学习(创造的深度体验)、基于项目的学习(创造的方法体验)、基于体验的学习(跨学科知识联结) |
|
|
王旭卿[11]
(2015) |
在综合考虑创客教育理念、教学目标、教学策略、评价基础上构建面向STEAM教育的创客教育模式 |
|
|
Jennifer Pierrat[12]
(2016) |
提升创客思维举措:帮助学生学会玩中学、培养创造思维、不断地反思、关注学习的成果、容错的学习氛围、有效的激励 |
在剧本式探究中,由教师制定学习目标、提出学习主题、提供学习材料、规定学习过程以及学习的“正确”答案和结论[16]。与剧本式探究所不同的是,设计型学习关注在真实、有意义情境中的自我知识建构。探究活动具有以下特点:
第一,学习过程面向真实问题解决,以解决实际问题引导学习进程。
第二,主动参与的学习。学习不再是被动参与和接受,而是主动参与、探索。第三,团队协作。研究表明,在协作学习环境中学习有助于提升学习者沟通交流能力、演讲能力以及问题解决能力。
设计是面向真实情境的问题解决过程,这一过程从来都不是一蹴而就,需要多次的迭代。迭代既能实现设计作品的精细化,又能促进知识更加熟练地掌握与应用。此外,设计离不开有效的团队协作,West & Hannafin在对影响学生设计活动成功的各项关键要素的研究中发现,协作活动以及基于小组形成的观点与共识位列各项要素前两位[17],Krajcik认为团队协作为学习者交流思想、分享观点、相互学习提供可能[18],有助于促进学习者建构共同的学习经验[19]。在设计型学习的早期研究中,研究者就非常关注人工制品的制作,学生在完成真实的设计制品过程中,将创造性的观点实物化,以此提升知识实践运用能力以及批判性思维能力[20]。
表2
|
模型 |
核心观点 |
特点 |
|
逆向思维模型 |
顺向直线式的教学不利于学生高阶思维的发展,教学应开始于高级别的推理,采用逆向思维进行教学 |
1.以逆向思维视角推进教学活动 2.教学一开始建立评价标准,以标准作为学习支架引导学习过程 3.课程是在学习开始一段后开展,有助于提升教学针对性 |
|
基于设计的科学探究式循环模型 |
通过设计中学能快速获得学习反馈。此外通过设计能激发学习动机,提升学生问题复杂认知技能、社会技能以及交流技能 |
1.包括调查探究与设计/再设计两个循环圈 2.两个循环的相互嵌套与融合 3.强调多次分享与设计作品的改进完善 |
|
学习挑战模型 |
学习的过程离不开概念化、建构/测试、获得知识三个方面,并且是一个循环的过程 |
1.知识建构的基本过程:概念化、建构 &测试、获得知识 2.任一环节可作为学习起点和终点 3.关注创新的问题解决方法与策略 |
|
基于设计的科学学习循环模型 |
设计型学习离不开具体的生活情境,设计学习过程是灵活、多样的 |
1.关注学习问题、活动所在的情境 2.强调学习反馈在教学过程的作用 3.学习过程具有较强灵活性,学习环节能进行灵活跳转 |
1.理论依据
由此可见,体验式学习是一个以体验为基础的持续过程,学习既包括学习者之间的互动作用、也包括与环境之间的互动,学习者的经验、知识在学习过程中不断地被更新、检验,并最终创造出新经验、新知识[27]。
第一,作为探索手段支撑学习者在建构中学。面对劣构型的学习问题通常要进行深入的探究,学习工具为探究提供了极大的便利。比如:资源检索工具、数据处理工具。
第二,作为背景支撑做中学。例如情境模拟工具(虚拟现实、增强现实工具)、学习成果设计及制作工具(Auto CAD、3D打印、开源硬件等)。
第三,作为社会中介支撑在对话中学[29]。创客教育强调对话与分享,技术工具(即时通讯工具、在线网络平台)能有效支撑学习者交流思想、观点,促进彼此间的协作与知识共享。
(五)互联思维
学习者从观察身边的同学开始,学会观察以及记录的步骤、数据收集方法、数据解释方法等。学习者运用上述方法对动物行为进行探究,初步形成一套解释动物行为的知识体系。通过学习,学生了掌握精确记录的方法以及运用科学知识的方法,学会了观察与探究。
探究任务2“动物如何捕食?”。学习者运用第一阶段所学,制定探究方案,并据此对大猩猩和蜜蜂捕食行为进行观察、记录、讨论,制作海报并开展“调研展览会”,依据他人反馈和自我反思进行完善。学习者逐步深入理解动物自身及环境如何影响其捕食行为。
依据相同的流程,完成探究任务3“动物如何交流?”,掌握动物如何通过声音和动作进行交流的知识,为动物保护区设计提供参考建议。
基于此,学生开展动物保护区的设计。学生首先明确完成这项挑战的标准和限制条件、梳理先前子主题所学习的内容。以上述内容为指引,制定设计方案,并在方案简报(Plan Briefings)中进行分享,获取相关反馈和建议,对设计方案进行修正完善,进行再次展示分享,再次进行修正完善,进行再次设计,并形成最终的设计,并在项目公告板中进行公布,结合学习反思进行再次完善。
以上就是100唯尔(100vr.com)小编为您介绍的关于创客教育的知识技巧了,学习以上的教育信息技术|面向创客教育的设计型学习研究:模式与案例知识,对于创客教育的帮助都是非常大的,这也是新手学习职教新闻所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问上一篇: 服装设计手绘线稿合集
创客教育课程推荐
















职教新闻热门资料



职教新闻技术文档


推荐阅读




















