什么是镜面磨削 ?镜面磨削的方法和技巧,这位老师傅总结了他的经验
有种磨削工艺叫镜面磨削,有种干货分享叫手把手教。关于镜面磨削的方法和技巧,这位老师傅总结了他的经验
一、什么是镜面磨削
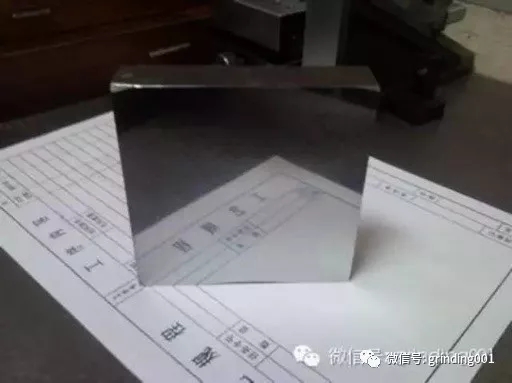
磨削加工后工件的表面粗糙度Ra<0.01μm,光如镜面,可以清晰成像,故称镜面磨削。磨削平面的平面度不大于3μm/1000mm。高精密、高附加值零件的表面加工需要进行镜面磨削。
镜面磨削加工视频,建议WiFi
二、镜面磨削用的磨床要具备以下条件
有很高的精度、刚度并采取减振措施;砂轮主轴的旋转精度高于1μm;砂轮架相对工作台的振幅小于1μm;横向进给机构能精确微动;工作台在低速运动时无爬行现象。
三、M7120A型卧轴式平面磨床进行镜磨的方法
1.平衡和修整砂轮
(1)平衡砂轮。砂轮装上法兰后,先进行粗的静平衡,然后装在砂轮轴上修整二端面和外圆,最后再进行精确的静平衡。
(2)修整砂轮。砂轮修整得好与坏,直接影响到磨削表面的光洁程度,为了降低表面粗糙度值,修整砂轮是关键。
 修整砂轮时应注意以下事项:
修整砂轮时应注意以下事项:
1)一般的精磨余量为0.015~0.02mm,当工件粗磨到Ra0.8,留出精磨余量0.005~0.015mm时(留磨削余量必须根据钢材性质、硬度来确定,对于硬度高,易磨光的钢材应适当少留磨削余量),便需进行精修砂轮。
2)精修砂轮时,先打掉0.1mm左右的厚度,然后用0.02mm的切深修整两次,再用0.01mm的切深修整三次,最后无切深空行程往复两次。精修时横向进给速度均为20~30mm/min。对于软钢工件,修磨砂轮时横向进给慢些好,加工淬火很硬的高速钢时则相反。
3)在修整砂轮的同时,必须用足够的磨削液或其他的冷却液冲刷在砂轮和金刚石刀的接触点上,把砂轮碎屑及时冲走,以免影响磨削质量。
4)精修时用的金刚石刀不需十分尖锐,这是因为砂轮的粒度比较粗。金刚石刀尖头直径在0.8mm以内均可。用尖锐的金刚石刀修整时,横进给速度必须减慢。
5)新修整砂轮开始使用时,表面粗糙度稍差些,使用一会儿就会稳定下来。

2.磨削用量
1)砂轮背吃刀量在0.005mm左右。根据工件钢材的性质和硬度适当增减,如硬度高的淬火钢,背吃刀量过大容易引起烧伤,而软钢背吃刀量太小又不易磨光。
2)横向进给量的单行程为0.2~0.4mm。横向进给的速度对表面粗糙度的影响比较大,因为镜面磨削的砂轮切削能力很差,如果横向进给速度增大,砂轮表面会遭到破坏,因此不能获得非常光洁表面。
3)纵向进给量为12~15m/min。纵向进给对表面粗糙度的影响比较小,但如果过于缓慢,工件表面会产生波纹或花纹。
4)无切深光磨。由于镜面磨削时砂轮切削能力差,工件表面往往会出现刀痕(圆形工件呈月形,矩形工件呈带形),它反映出工件表面不平直,所以还需作无进给光磨两分钟左右。
四、镜面磨削时易产生的缺陷和措施
平面磨床上进行镜面磨削,往往会产生一些缺陷,如表面波纹、烧伤、划痕、花纹和磨痕(丝流)明显等,针对这些问题,可采取以下措施:
1)表面波纹大多数是由于砂轮振动引起的,如轴承间隙过大、主轴偏调、电动机转子动平衡不良、主轴和轴承间油膜不匀等。另外,砂轮平衡得不好也会产生波纹。如果砂轮平衡得很好,仍有波纹出现,那就必须检修或调整砂轮及其配合部位,才能彻底消除波纹现象。
2)加工硬度高的材料时,砂轮磨削效率差,磨削点会产生高温,容易烧伤工件(例如,磨削W18Cr4V时,更容易产生烧伤)。为了防止烧伤,磨削点处必须有充足的磨削液。另外,背吃刀量也要适当,不宜过大。最好的方法是降低砂轮的线速度,大约在18m/s左右为宜。在M7120A磨床上采用1440r/min的低速,基本上可消除烧伤现象。砂轮线速度降低后的另一个优点是减少砂轮架振动,随之也可减小和消除波纹现象。
3)镜面磨削中出现划痕的情况大致有两种:一种划痕没有规律,这是磨削液不纯,带出来的杂质和磨粒被冲到砂轮和工件之间划伤的。消除这种划痕的方法,要求磨削液过滤,一般采用磁性、铜丝网三道过滤;另一种划痕是一行行像虚线似的,较浅,长短距离大致一样,这是砂轮磨粒将要脱落时,随着砂轮旋转而划伤的。这时的消除方法是在修整砂轮时,使用充足的磨削液,并将砂轮二端面修成外宽内窄的斜状。另外,砂轮选择也要适当,不要太软,不要用自砺性太好的砂轮。
4)镜面磨时,易出现的花纹形状有多种形式。产生花纹的因素也很多,其主要原因是振动造成的,其中有砂轮周期性振动,也有外界影响和邻近机床的振动等,还有砂轮过钝时,行程不稳时,也会出现花纹。当邻近机床不开动时进行磨削,这时花纹就不大容易出现了。
5)镜面磨削中的磨痕(丝流)比较明显时,要去除这种丝流,得改用细粒度砂轮。但使用细粒砂轮时,必须考虑以下几点:
①精修砂轮时金刚石刀要尖锐,磨削液要充足,及时冲走碎屑,以免影响砂轮表面。
②磨削用量要适当,防止产生表面烧伤等弊病而影响表面光洁。注意留适当的磨削余量。
③砂轮线速度必须降低至15~18m/s。
④磨削液经过严密过滤,以防划伤。
⑤在用磨石精修砂轮时,磨石与砂轮的接触面积不能太小,所用的磨石不能太软,否则起不到精修砂轮的作用。
--END--
以上就是100唯尔(100vr.com)小编为您介绍的关于磨削的知识技巧了,学习以上的什么是镜面磨削 ?镜面磨削的方法和技巧,这位老师傅总结了他的经验 知识,对于磨削的帮助都是非常大的,这也是新手学习数控专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问磨削课程推荐

















数控专业技术文档


推荐阅读