【案例分享】中车浦镇车辆的数字化工厂实践
中车南京浦镇车辆有限公司(下文简称,中车浦镇公司),是中国中车核心企业,主要从事城市轨道车辆、城际动车组、现代有轨电车、单轨车、空铁以及铁路客车、重大核心部件等产品制造,是我国铁路客运和城市轨道交通装备专业化研制企业、集成供应商及方案解决者。
作者:中车浦镇车辆 e-works整理
公司始建厂于1908年,坐落于历史文化名城南京,拥有南京高新区、广东江门、杭州萧山和安徽合肥、安徽芜湖、苏州、常州等12个子公司、7大产业基地,现有员工7000人,其中工程技术人员1600余人。
拥有全系列产业研发制造平台。公司先后研制了“两动一拖”动车组、160km/h内燃观光动车组、200km/h轨道检测车、200-250km/h城际动车组,以及具有国际一流水平的城市轨道车辆和现代有轨电车及跨座式单轨车。同时,公司拥有完整的产业链,包括不锈钢、铝合金以及碳钢结构的A型和B型地铁列车,70%和100%的现代有轨电车、140km/h至250km/h的CRH6型城际动车组、悬挂式空中轨道列车、25型铁路客车以及各种类型转向架、各个速度等级制动机。

图1中车南京浦镇车辆有限公司
企业在智能制造方面的现状
中车浦镇公司数字化工厂目前已经进行智能化升级的领域有:仓储物流配送、生产制造、质量检测、供应商管理、循环取料与共享包装等厂外物流。
除了统一的ERP管理软件之外,在各领域内应用了自主研发的产品,包括智能物流MES系统、智能制造MES系统、供应链协同平台、循环取料系统、智能质量Qmis系统、WMS智能微库控制系统、L-NEURE硬件标准通讯协议以及WCS硬件控制系统等信息化管理系统,以及各类智能硬件设备,包括智能微库、SLP智能物流平台、智能料箱、智能工具箱、AGV等。
物流MES系统与智能微库、SLP的联合应用,提升仓储空间60%、降低作业人员40%、减少异常发生达90%,实现了由生产拉动式的JIT物流配送模式,提高了对生产现场的物料保证,物流现场整洁有序。循环取料系统在供应商之间已上线应用,定置化的工装减少了木制包装成本浪费,统一的运输调度,节省了各供应商的运输费用,按主机厂生产计划取料的模式,减少仓储现场的堆积。智能制造MES系统在总装车间的上线,实现了全新的工艺设计平台,结构化的设计直接指导着生产现场人员的作业。MES系统的部署成功将A2303工位打造成为“数智工位”。通过L-N 盒子接入的智能扭力扳手、焊机等设备更是进一步实现了生产线的智能化。浦镇公司每年在现有的数字化改造的基础之上,设立更多的课题,规划通过几年的建设,实现整个工厂的全面数字化推广。
智能制造项目详细情况介绍
1.项目背景及目标介绍
在进行精益化改善之前,浦镇公司与其他很多大型国有制造型企业一样面临着传统转型的阵痛。传统的生产模式与物流管理方式多以人为主,人的管理弊端经过长年累月的积累,很多问题已经积压形成了一个管理的梗节。传统作业模式具有的车不动人动,人无规则动;变动性太大,作业管理混乱、生产效率低;各项管理无法落地且追溯性差等弊端。与此同时不断增长的市场需求,让本已捉襟见肘的生产变得更加首尾难以兼顾、生产组织愈发困难。据统计,截止2016年底,我国已有42个城市经国家批准建设轨道交通,规划里程超过6680公里。预计到2020年,我国的城市建设轨道交通,通车8000公里以上。生产改造,迫在眉睫。
数字化改造不仅仅是业务的电子化、信息化。必须对业务进行流程再造、精益化管理。中车浦镇公司自2008年起在全公司内推行精益管理模式,以节拍式拉动、看板式管理、流水化作业和标准化工位为核心的精益生产模式,全面改善了管理,大幅提升生产效率和品质,而精益管理正是数字化工厂建设的基础。当精益管理让“车不动人动”的生产作业模式变为“人不动车动”的工位制流水线生产,呈现出管理固化;作业区域、作业内容、作业时间、作业动作标准化;异常问题快速暴露,快速处理等优势。经过精益数字化生产的改造,浦镇公司的制造能力和生产效率得到显著提高,使公司每年的营业收入大幅度增长。在人员、厂地基本不变情况下收入较上线前提升了近5倍,生产效率由2辆/天,提高到14辆/天,月度计划兑现率100%。
在生产的整个过程相对较为明朗的时候,公司意识到,变革必须要全面,然而当时与生产息息相关的物流管理局面却是无法言表。于是对物流再进行精益改革,实行了项目制管理、工位制存储、节拍化套餐式配送的物流管理模式。经过生产、物流的成功实践,公司制定了未来数字化工厂建设的原则:生产要围绕市场需要,设计、工艺、采购、物流、生产、成本等都必须围绕工位的一个同心圆管理原则。在该原则之下,各领域内逐步有所建树,形成了在循环取料平台、工位制存储的模式、供应商协同合作的良性生产作业组织环境下,达到了减少仓储人员40%,异常发生率降低90%,节约仓储空间23%、减少了包装成本、管理秩序非常流畅,大大提高了公司数字化、智能化水平的目标。

图2 中车浦镇公司围绕现场工位的同心圆管理
当内部基础夯实之后,浦镇公司瞄准智能工厂的宏大目标,在工业化的基础之上,开始进行信息化的深入与扩展,逐步形成了数字化工厂,并在长达近七年的建设过程中,向整个公司,中车集团内部展示了两化融合建设的成果,并在此智能制造领域扎根,形成了产业,承担着国有企业的推动制造业转型升级,践行中国制造2025的使命,向社会广大企业输入经验和成果,并继续前行。
2.项目目标与实施原则
浦镇公司的数字化工厂项目遵循大目标、分步走的建设原则。一个大目标就是最终要实现智能化工厂,分步走是指将与生产相关的物流、质量、供应链等分步同时实施。在进行数字化工厂建设的难点是员工的思想转变,如何将“精益化的管理思想”深入人心,流程再造,彻底打破传统的作业、管理模式。而数字化工厂建设的重点是生产,一切以服务生产、配合生产、保证生产为基本目标。为了解决以上两大难点,首先在公司内部进行精益管理理念的导入,对生产现场的作业模式进行变革,基于生产作业方式的改变,对围绕着生产相关的物流、质量、供应链管理、工艺设计等精益化管理变革。当业务流程梳理完毕之后,数字化工厂之路正式开启,并不断深入。
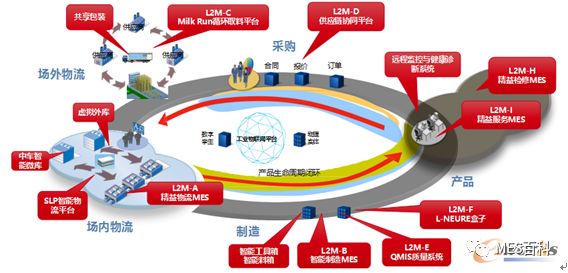
图3 数字化工厂建设规划图
3.项目实施与应用情况详细介绍
3.1生产环节的数字化建设
面向生产的数字化变革包括两个方面,一是作业生产管理模式的变革,二是基于工位制节拍化的智能制造MES系统的建设与智能化设备的接入。
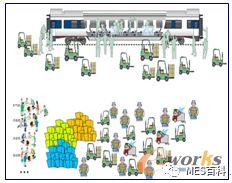
图4传统班组式作业管理
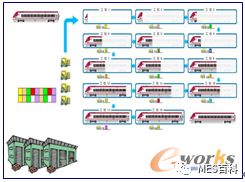
图5工位制节拍化作业管理
智能制造MES系统采用全国首创的基于“动作编码+资源”的工艺设计原理,遵从碎片化、数字化、信息化、智能化建设步骤,通过对生产相关数据的高度结构化,从而实现对生产现场作业的直接驱动。
制造MES体统具有工艺设计、资源管理、计划管理、生产调度、过程管理、质量管理、人力资源管理、数据采集、文档管理、数智工位、统计分析等功能。通过制造MES的运行,直接从ERP获取生产计划,根据计划自动生成生产任务并下发至对应的工位长。由工位长配备相应的资源(人机料法环测)后,启动工序,作业人员收到任务指令,根据终端显示的工艺指导书,逐步完成任务。制造的数字化建设给浦镇公司带来了提高生产效率近200%,订单准时交付率达100%,有序的生产作业组织等成果。
中车浦镇公司为逐步实现由传统制造向智能制造的转型升级,实现信息技术与制造业的有机融合,运用精益思想梳理业务,结合信息化手段固化流程,进行了以实现智能制造为目标,以选定工位为试点,以结构化工艺设计为驱动,以物理信息技术为手段的智能制造探索和实践,成功打造独具特色的数智工位,推动了工艺设计输出结构化数据化,实现了生产工艺可控、生产资源网格化、生产数据可视化、生产过程透明化的制造全过程动态管控,建立了适应轨道交通装备行业特点、具有浦镇特色的智能制造新模式。

图6 生产现场
3.2 物流环节的数字化建设
面向物流环节的数字化建设主要包含两个方面,一是仓储作业模式的变革,二是基于工位制、节拍化、套餐式配送的智能物流MES系统的建设以及与智能化仓储设备的高度集成。
传统企业都是“重生产、轻物流”,浦镇公司认识到物流对生产的重要性,大胆地对物流管理方式进行颠覆性变革。由原来的按属性存储升级为按项目、按工位制存储。由原来的领料制升级为配送制。基于工位制、节拍化、套餐式的物流MES系统的成功上线,更是从生产计划开始,实现了生产计划、配送计划、备料计划环环倒推、拉动式的作业组织模式,达到了与生产节拍的高度契合。此外,浦镇公司又引入了十个垂直立体货柜,使用定制开发的WMS系统和SLP智能物流平台,实现了物料的自动化存储、高效分拣、准时化配送。智能系统和智能设备的应用,为浦镇公司节省了60%的仓储空间、降低异常发生率达90%、减少作业人员40%左右。
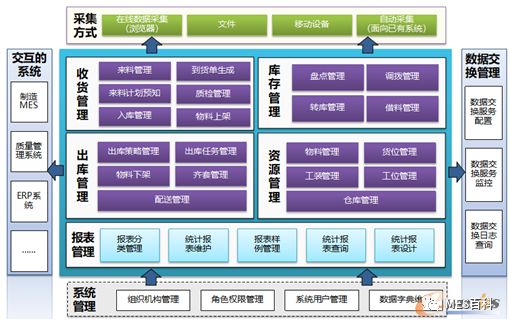
图7物流MES系统架构图
3.3 质量环节的数字化建设
质量作为对生产过程及产品售后的质量检测与监控,在公司发挥着举足轻重的作用。但是传统的质检是人工的、纸质的,缺少灵活性,且不利于质量存档和跟踪追溯管理,更无法形成具有分析价值的数据库。浦镇公司仍然以工位为中心,与生产工序相匹配,为各工序的检测进行质量策划、质量检验、异常处置等,确保质量活动事前有策划,执行有监控。实现了信息的实时、便捷管理,加速了PDCA循环,提升了质量效益。从质量数据的处理流程的角度,系统覆盖从质量数据的策划、质量数据的收集以及质量数据的后期分析与控制,同时也包括质量工作开展过程中的不合格品处理、质量分析、售后质量信息处置等工作,也包括配合质量工作的基础管理统计分析改进等工作,实现了信息的实时、便捷管理,解决了原始方式带来的传递、存储、检索等问题,大大提高了工作效率。
随着检测工具的多样化、智能化,系统正逐步研究接入各种智能检测设备,如当前研究的无线游标卡尺、非接触测量平台、图像比对技术等,最终实现由生产计划驱动质检任务,由Qmis质量管理系统直接调度检测设备,将检测结果快速上传并进行智能化判别,实现对质量数据的存档、分析与追溯。
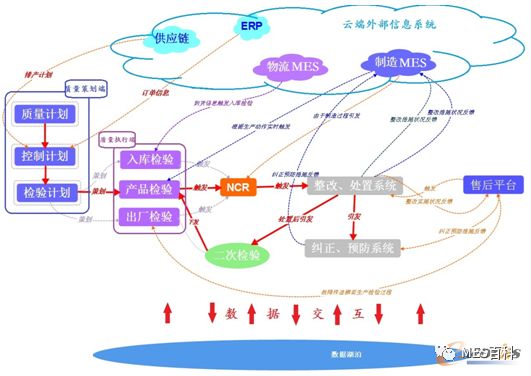
图8 质量管理体系规划
3.4 供应链环节的数字化建设
浦镇公司的供应商众多,传统的供应链管理,供需双方之间没有有效载体将双方的信息连接在一起,沟通多是通过电话、短信、邮件等形式进行,信息传递不及时、不准确,整体效率低下。为解决以上问题,2016年3月,浦镇公司内部立项,研发供应链协同平台。通过平台,将买卖双方间的信息连接在一起,实现对市场需求的快速响应,有效的提高和利用供应链资源,更好的抵御和应对各种风险,提高企业的竞争能力。该系统具有合同管理、模拟配套、订单管理、售后管理、变更协同、发票管理、供应商绩效管理、支付管理等几大功能模块。

图9 供应链协同云平台
3.5 厂外物流环节的数字化建设
浦镇公司的厂外物流建设起步较早,成果较为明显,目前以共享包装、循环取料为基础的“智慧物流”项目,将在2018年从浦镇公司走向整个中车集团。浦镇公司在内部物流精益化成功之后,发现必须内外物流协同管理,否则信息不对称、库存控制不精确的物流现场仍然是物料堆积如山。浦镇公司的70%物料属于外购件,供应商众多,存在大量的木制包装浪费、运输资源浪费现象。于是浦镇公司与几家主要供应商进行升级协同管理,即供应商按照浦镇公司的四日生产计划,根据BOM清单准备相应的物料,并放置在浦镇公司提供的定制工装车上,等待浦镇公司派车前来托运即可。浦镇公司的循环取料是指200公里范围以内的供应商供货,由浦镇公司的运输车队按照“Milk-run”的方式取货,取货的过程中的车辆位置信息、物料信息实时传送至平台,由平台统一跟踪、调度。此模式的应用不仅节省了供应商的包装成本、运输费用,更是为浦镇公司的现场减少了拆卸作业、提高了生产计划的可控性和兑现率。

图10 厂外物流环节的数字化建设
4. 效益分析
浦镇公司通过数字化工厂建设,取得了如下效益:
(1)管理效益
管理者不再因为现场混乱的秩序而烦恼,也不必为异常发生的源头在哪而担忧。数字化下的工厂运转模式是,作业数据系统可抓取,实时跟踪作业过程的进度、异常发生情况,数据直观、系统、多维度分析,为管理者减少现场重复的检查工作、提高了管理效率。管理系统的应用、智能化设备的应用,更是减少了一线人员的工作强度,加强了企业人员的协作,帮助企业实现“开源节流”的目标。
(2)经济效益
数字化工厂建设为浦镇公司带来的经济效益显眼易见。最直观地体现在了生产效率的提升和订单交付的及时率。在人员、厂地基本不变情况下收入较上线前提升了近5倍,生产效率由2辆/天,提高到14辆/天,月度计划兑现率100%,提高了客户满意度。在循环取料平台、工位制存储的模式、供应商协同合作条件下,减少仓储人员达40%,异常发生率降低达90%,节约仓储空间23%、减少了包装成本、管理秩序非常流畅。
(3)运营效益
浦镇公司打造的数字化工厂,被知名培训机构当成标杆每年进行超过10批500人次的培训,每年接待300余批4000余人次的参观。开放式的数字化工厂建设经验的分享、成果交流,不仅向社会展示了浦镇公司先进的作业管理模式,更是彰显了浦镇公司乃至整个中车集团的品牌形象,有助于在轨道交通行业市场份额的提升。企业当两化融合逐步深入后,衍生出了第三产业,将浦镇公司数字化工厂建设的成果对外输出,增加了公司整体的运营效益。
--- THE END ---
免责声明:本文版权归原作者所有。为尊重知识产权,MES百科会尽量标注每篇文章的作者,但某些文章因年久或经多次转载而无从追溯,还望谅解。如涉及版权,请联系我们!
以上就是100唯尔(100vr.com)小编为您介绍的关于中车的知识技巧了,学习以上的【案例分享】中车浦镇车辆的数字化工厂实践知识,对于中车的帮助都是非常大的,这也是新手学习机电专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问中车课程推荐
















机电专业热门资料

机电专业技术文档


推荐阅读