在许多机械零件中,孔系加工时最常见的加工工艺,多种形式的孔系加工,都离不开一种传统的机床——钻床。
钻床是一种孔加工设备,可以用来钻孔、扩孔、铰孔、攻螺纹及修刮端面等多种形式的加工。按用途和结构分类,钻床可以分为立式钻床、台式钻床、多孔钻床、摇臂钻床及其他专用钻床等。

立式钻床由底座1、床身2、主轴变速箱3、电动机4、主轴5、进给变速箱6和工作台7等主要部分组成。床身2垂直地固定在底座1上,主轴变速箱3固定在床身的顶部。进给变速箱6装在床身导轨上,并可沿导轨上下移动。床身上用链条挂有重块,链条的另一端绕过滑轮与主轴套筒相连,用以平衡主轴的重量,使操作轻便。工作台7装在床身导轨前方,也可沿导轨做上下移动,以适应钻削不同高度的工件。

立式钻床一般都装有冷却装置,加工时由冷却泵供应冷却液。冷却液储存于底座的空腔内,冷却泵直接装在底座上。

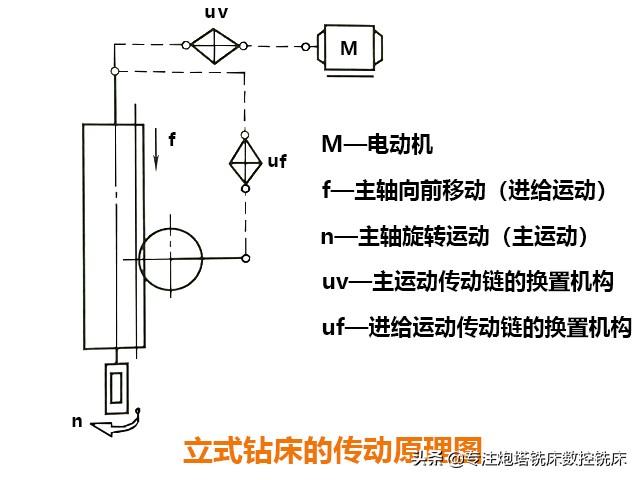
立式钻床的主运动一般采用单速电动机经齿轮分级变速机构传动,也有采用机械无级变速器传动的,主轴旋转方向的变换靠电动机正反转实现。钻床的进给量用主轴每转一转(1r)时,主轴的轴向移动量来表示,另外,攻螺纹时进给运动和主运动之间也是需要保持一定关系的,因此,立式钻床进给运动由主轴传出,与主运动共用一个动力源。进给运动传动链中的换置机构(uf)通常为滑移齿轮变速机构。立式钻床主要用于加工工件的内表面,如插销内孔中的键槽、平面或成形表面等。
摇臂钻床就是主轴箱可在摇臂上移动,并随摇臂绕立柱回转的钻床。摇臂还可沿立柱上下移动,以适应加工不同髙度的工件。较小的工件可安装在工作台上,较大的工件可直接放在机床底座或地面上。摇臂钻床广泛应用于单件和中小批生产中,加工体积和重量较大的工件的孔。摇臂钻床加工范围广,可用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等。

摇臂钻床主要由底座、立柱、摇臂、主轴箱及工作台等部分组成。立柱分为内立柱和外立柱,内立柱固定在底座内,外立柱套在内立柱上,工作台固定在内立柱上,并可绕内立柱圆周旋转。摇臂的一端套在外立柱上,摇臂与外立柱一起可绕固定不动的内立柱做360°的回转运动。主轴箱由主传动电动机、主轴和主轴传动机构、进给和变速机构、机床的操作机构等部分组成。主轴箱安装在摇臂的水平导轨上,可以通过手轮操作,使其在水平导轨上沿摇臂移动。为了能够加工不同高度的零件,摇臂可在手柄的作用下沿外立柱上下运动。

工件加工时,主轴旋转为主运动,主轴的竖向运动为进给运动,辅助运动有摇臂沿外立柱的竖直移动、主轴箱沿摇臂长度方向的移动、摇臂与外立柱一起绕内立柱的回转运动。

Z3010型摇臂钻床整个系统可实现主轴旋转、主轴进给、摇臂升降及主轴箱在摇臂上移动等功能。
(1)主轴旋转。主轴的旋转有正、反转及停止,由手柄操纵。当手柄向左扳动,主轴正转,面板上指示灯显示旋向;当手柄在中间位置时主轴停止,指示灯熄灭;当手柄向右扳动,主轴反转,面板上另一指示灯亮。转动手轮即可得到12种转速,手轮上设有0位,用以校调和对刀。变速时必须使手柄处于中间位置以停止电动机旋转,否则会造成有关齿轮在旋转状态下进行切换,而发生意外。

主轴电动机带动刀具做旋转运动,可进行钻孔、扩孔、铰孔、镗孔、平面和攻螺纹。
(2)主轴进给。主要是调整主轴电动机带动刀具的进给。该进给有三种形式:快速移动或手动进给;机动进给;微动进给。
(3)摇臂升降及主轴箱在摇臂上移动。主要是调整主轴电动机带动刀具与加工工件的位置,以便在工件上加工出相应的深度。

(4)移位运动部件的夹紧与放松。摇臂钻床的三种对刀移位装置对应三套夹紧与放松装置,对刀移动时,需要将装置放松,机加工过程中,需要将装置夹紧。三套夹紧装置分别为:摇臂夹紧(摇臂与外立柱之间);主轴箱夹紧(主轴箱与摇臂导轨之间);立柱夹紧(外立柱和内立柱之间)。通常主轴箱和立柱的夹紧与放松同时进行。摇臂的夹紧与放松则要与摇臂升降运动结合进行。当钻床进行加工时,由特殊的夹紧装置将主轴箱紧固在摇臂导轨上,摇臂紧固在外立柱上,而外立柱紧固在内立柱上,然后进行钻削加工。钻削加工时,钻头一边进行旋转切削,一边进行纵向进给。

立式钻床与摇臂钻床最主要的区别是在结构上。立式钻床的主轴箱固定在床身顶部,主轴的中心位置不能做前后左右的移动,只适宜在工件上加工单一的孔。在比较大的工件上钻削很多孔时,当钻完一个孔,再钻另外一个孔,必须移动工件,使钻孔位置对正孔中心才能继续钻孔。摇臂钻床的主轴箱安装在摇臂上,摇臂安装在立柱上,摇臂可在立柱上面上下移动和转动,摇臂可以回转360°角,主轴箱能够在摇臂上做大范围移动,很容易把钻轴的中心对准工件上孔的中心。在钻削大型和重型的多孔工件时,就可以不用搬移工件而直接移动摇臂和主轴箱进行加工,提高了工作效率。