新闻资讯
数控知识培训:磨床行业大盘点,磨削技术到底哪家强?
信息来源:“金属加工”微信公众号
对于大多数产品来说,当工艺进入到磨削阶段就证明产品零件前期已完成加工工序的90%以上,磨削是产品零件最后的加工工序,在目前的磨削领域中对高端产品都采用先进的手段来完成最终的加工。先进的磨削技术是一门综合技术,涉及到磨削加工的设备状况、磨削工艺的科学性、磨具磨料的合理性及工件在整个加工过程中的在线检测等多项技术的集成,技术难度较大。金属加工微信特别策划高端磨削技术主题内容,为广大读者呈现高端磨削技术的需求和国内磨床行业的现状。
1.高端磨削技术的需求
各个行业在磨削加工时,都会结合本行业的不同技术要求,制定出符合产品的加工工艺并有针对性地选择能够加工出完全达到产品图样精度的设备。但是在我国的汽车制造、航空航天、装备制造、船舶制造、轨道交通制造及功能部件制造等领域里所应用的设备,因最终加工技术要求严格,尺寸精度和形位公差要求高,所以高集成磨削加工时采用的设备都被国外机床所垄断,造成磨削装备大量进口,特别是具有高速、高精、智能与柔性功能的磨床几乎全靠进口,国产的磨削装备大部分只能做一些半精加工之前的工序。金属加工微信,内容不错,值得关注。我国是世界机床第一生产大国、第一消费大国,大批磨削机床的进口说明国产的磨削装备还不能满足高端产品磨削工艺的要求。
在汽车制造领域,具有代表性的发动机关键零件如曲轴、凸轮轴、连杆等需要高精度数控磨床(见图1),变速器关键零件需要齿形精加工磨床等,并且针汽车制造领域零件相对小但要求机床精度高、生产节拍短的特点,能上线的机床要求质量稳定可靠,故障率要小。
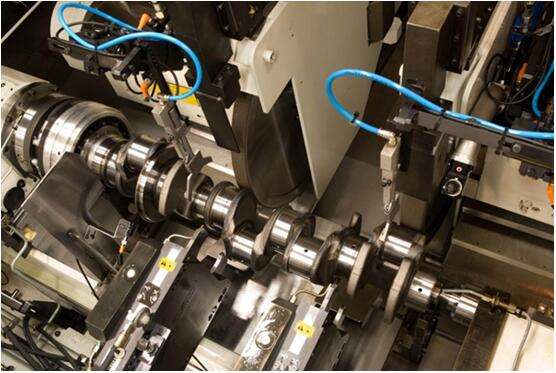
图1
国内外一流汽车制造企业的精密成形对磨削技术有进一步的需求,对发动机凸轮轴、连杆制造已经完成从切削向成形的战略转移,向着绿色、轻量化制造技术发展。目前英国LANDIS公司生产的曲轴磨床,用“扒皮法”一次装夹从毛坯到精磨完毕,耗时仅几分钟,磨削速度高达120 m/s。
在航空航天制造领域,制造技术将向高性能、精密化、数字化等方向发展。随着制造技术的发展与进步,航空航天工业对高速、精密、复杂形状构件如飞机起落架需要数控内外圆复合磨床以及数控精密磨削和多轴联动的磨削装备,同时将涉及重型、超重型装备等。在轨道交通领域里,需要大批轨道交通中型专用数控车轴外圆磨床以及加工柴油机曲轴需要的数控曲轴(见图2)磨床。

图2
船舶制造业更加需要大型的数控曲轴磨床(见图3)。
在高端曲轴磨床中,具体反映在汽车制造企业是精度和生产节拍,在轨道交通领域里精度是首要,在造船领域里首先要考虑机床的载重。

图3
2.国外磨床生产商
目前国外各类型的磨床具有代表性的生产商如附表所示。

在以上的设备中,包含有较高水平能加工工作母机关键零件以及功能部件配件的机形。金属加工微信,内容不错,值得关注。如:机床主轴、机床导轨、精密分度盘、精密轴承及齿轮齿条、滚动导轨配件等零配件(如图4、图5)的加工机床。

图4
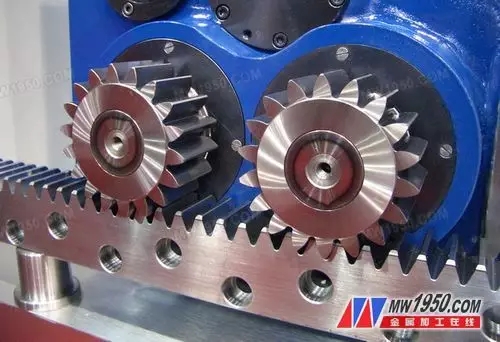
图5
3.国产磨床技术现状
在计划经济时代,我国设备制造业基本有明确专业的分工,像上海机床厂生产外圆磨床系列,杭州机床厂生产平面磨床系列,无锡机床厂生产内圆磨床系列,天津机床厂以生产齿轮磨床系列,还有北京二机床、陕西机床、秦川机床、桂北机床、威海华东等厂生产制造出了一批代表我国较高水平的磨床,为我国的高端制造业作出了巨大贡献。目前这些老企业仍在拼搏,在奋斗。
在机床制造的行列中,目前到处可见拼装制造的那些小型数控车床、数控铣床和加工中心,但少见大量生产的磨床设备系列。这说明在这个制造领域里技术含量是难以突破的,也说明我国在机床工具行业存在很大不足,如主机多而不强不精,产品杂而不稳定,数控系统和功能部件产业小且落后,高档数控机床关键技术存在较大的差距,工艺服务和售后服务的体系还没有真正的形成。金属加工微信,内容不错,值得关注。国内众多企业在选购设备的招标书中明确表明,要求制造企业具备有“交钥匙”工程和工艺服务以及售后服务的体系,有些企业则在最终加工关键零部件时明确说明要选用国外着名品牌的设备。

图6
图6是某国外企业制造的大型数控曲轴磨床在精加工柴油机曲轴,它采用了随动的跟踪磨削工艺,一次装夹完成全部磨削工序。在机床上还配有全套在线测量装置、中心架自动补偿功能等高配制。
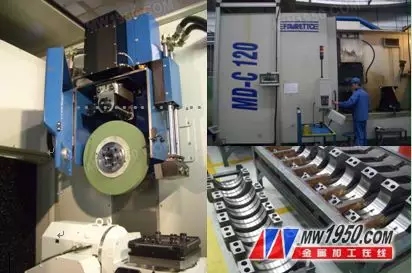
图7
图7是两种国外强力平面蠕动磨床,是加工柴油机连杆结合面齿形的专用磨削机床,每次成对加工,分粗细两刀成形,砂轮采用先进的CD修整工艺即连续修整法,提高了工作效率。
图8是同一家国外凸轮轴磨床制造企业三个不同时期所生产的产品,在磨削工艺上有了质的区别,对凸轮曲面形状磨削时分别采用凸轮靠磨板改变工件与砂轮磨削切点、砂轮磨头前后运动与凸轮轴工件磨削切点数控控制和机床全数控功能的磨削工艺。

图8
图9是一条柴油机气伐生产线,它由外圆磨、面磨及无心磨等多台机床组建而成,完成对导杆外圆、阀面等工艺的磨削。

图9
4.平面磨床技术的发展趋势
(1)高速化潮流
砂轮线速度和工作台运动速度高速化已成普遍潮流。由于采用了直线导轨、直线电机、静压丝杠等先进的功能部件技术,运动速度有很大提高,而且提高的幅度是以前很难想象的。高速、高效、高精度和高柔性确实是当今国际机床发展的方向。随着技术的进步,高速化越来越向普及的方向发展。
(2)采用先进的功能部件提高磨床性能
应用日益普及的直线电机、直线滚动导轨,大大提升了平磨的运动性能。新的驱动技术除了现有的静压导轨以外,还在X轴上首次采用静压丝杠。这个新部件确保把通常采用丝杠产生的振动降低到最小,提供比用直线驱动高15倍之多的动态刚性。其优点是:最大的阻尼特性和进给力,加上在丝杠轴和螺母之间无磨损的运行。此外,与直线驱动相比,能量消耗要低10倍以上,不会产生任何热。
(3)磨加工中心的小型化、实用化和复合化
磨加工中心的发展已有20多年的历史,随着磨削加工技术和计算机技术的不断进步,磨加工中心的制造水平不断提高。磨加工中心是一种柔性的磨削加工系统,它的技术基础是机电一体化和计算机技术。复合化加工成为方向,机床从原来单纯的磨头交换发展到砂轮和铣、钻等刀具混合型交换,以便在工件一次装夹后就完成所有工序的加工。金属加工微信,内容不错,值得关注。因此,磨削加工中心的发展趋势是小型化、实用化和复合化。磨床从总体上增强了与硬切削技术竞争的能力。
(4)机电一体化
随着数控技术的发展,机电一体化的平面磨床越来越普遍,三向运动均采用了机电传动,其中纵向运动采用了直线电机或滚珠丝杠-伺服电机结构,用以替代传统液压传动。
(5)不断提高和完善砂轮修整技术
砂轮的修整是磨床的重要功能,因此,各公司都十分注重对砂轮修整的研究和创新。修整装置可装在工作台上或直接装在磨头上。当成形修整时,可选择多头金刚石修整器,也可用驱动的金刚轮 。
(6)数控技术普及化,水平不断提高
各公司研究实用性的数控系统,能更贴近用户、贴近操作者,成为用户友好型的控制装置。许多公司以自己的优势技术为基础,与着名的数控装置生产厂如FANUC、西门子等一起研究适合平面、成形面磨削的数控系统,大大提高了磨床的数控化率。
5.国产磨削机床发展建议
我们已经认识到要提高国产数控磨床的竞争力,关键在于提高技术含量。在消化吸收国外先进技术的基础上要有开发创新,同时要提高服务质量,要让国内企业有信任度。
在提高机床精度上下功夫,要对机床的稳定性加以攻关,这是我国机床行业急需解决的问题。
现阶段在用的国产普通磨床还是存在许多问题,例如同样是大型龙门导轨磨床,国产的最大磨削量在0.08mm,而国外的磨削量就大大超过这个数值。原因是磨头在磨削时有反向作用力,而设计时没有很好地加以克服。同时还反映出工作台运动速度低于5m/min时就会有明显的爬行现象,严重地影响加工质量。
又如一台国产龙门导轨磨床在连续工作了8小时后,发现磨削的工件平行度超差,这种现象和问题一般因为工作台台面材质稳定性差和两端液压缸活塞杆连接装配工艺有问题。
不管是高端和低端的磨床,首先要求要有一个好的磨头主轴,在加工中虽然只进行切入磨削,但也要对磨头运动进行严格的考核。如果进行轴类加工要严格考核工作台的运动精度;对于高端数控磨床要进行全面的精度及功能性的考核。希望国产磨床制造厂的设计部门在设计时,加强对机床结构的分析设计、选用确凿可靠的功能部件,具有先进的复合磨削技术,在磨削工艺及磨削参数上有合理的优化技术并具有良好的CPK值,使生产制造的国产磨床具有高可靠性的砂轮自动更换系统,工作台在低速稳定无爬行现象的驱动功能以及先进的在线测量与误差补偿功能。
好了,说了这么多,我们标题里提出的问题好像还没有解决啊,磨削技术到底哪家强?金粉们,还是你们来回答吧!