新闻资讯
落料连续模的薄弱部分要先冲孔?是这样吗?
五金落料连续模设计实例——薄弱部分先冲孔
我们在设计冲压模具时,有一个原则,很多人一个都知道的——弱区先变形。那些要下料的零件,通常是不规则的,尤其是那些比较薄弱对地方,如果整体一起冲的话,下料冲头强度会下降得很厉害。
那要怎么解决这个问题呢?这里我们优先冲孔薄弱的部分,这就是今天小编带给大家的东西。
冲压模具设计有一个很基本的原则,那就是弱区先变形。我们很多时候,会遇到一些需要下料的产品,而这样的产品,是不规则的,特别是一些地方会出现薄弱部分,比如细长的腰形部分,如果整体冲出来,会很大程度上降低下料冲头的强度,这时我们可以对薄弱部分先冲孔,来看一个落料连续模设计薄弱部分先冲孔的实例。
首先我们看一下产品图,如下:
看到这个产品图,您会想到什么?如果对轮廓形状中的薄弱部分进行外形落料冲裁,则会导致薄弱部分的凹模或凸模损坏,无法维持模具的可靠性。我们可以知道,若是对图中轮廓状的薄弱部分先进行落料冲裁,那么薄弱部分的凹、凸模就必然会破损,从而不能继续维持模具。
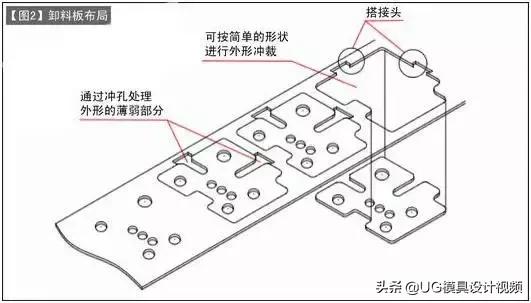
连续加工时,易于对这种问题采取应对措施。如【图2】的卸料板布局所示,对薄弱部分进行冲孔,然后进行外形冲裁。由于连续加工时采取冲孔与外形冲裁的模式,因此即使将外形的部分加工改为冲孔,也没有什么大问题。
我们先对薄弱部分冲孔,然后再冲裁外形。因为我们在连续加工的时候选用的是冲孔与外形冲裁的形式,所以把外形部分的工作改为冲孔,也不是不可以。
但是运用这种方法的话,落料部分和外形的加工部分的毛刺方向是相反的,这是无法避免的,想要让毛刺方向相同的话,可以用外形冲切型加工法。
这里可能有些朋友会说,我们能不能在模具中进行压毛边的操作呢?这当然也是可以的,不过会有一些毛病。但采用这种布局时,外形形状冲孔加工部分与落料冲裁部分的毛刺方向相反,这是在落料型加工方法中无法回避的问题,要使毛刺方向一致时,采用外形冲切型加工方法。
当然,我们可以在模具中进行压毛边的步骤。
这也存在问题,这就是【图2】中示为搭接头的部分,在冲孔与落料交叉的部分,与1次加工的形状相比并不光洁,在产品的显著部分或重要部分放上搭接头是避免上述问题的一种方法,但也易于出现毛刺。
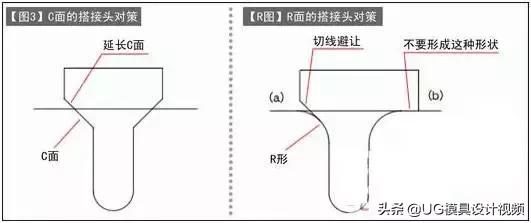
可制作搭接头的代表性形状为【图3】的倒角形状与【图4】的R形状。
倒角形状时,可采取通过延长倒角线来制作冲裁形状的措施,R形状时,如【图4】(b)所示,如果完全按形状制作搭接头部分,则会失败。如【图4】(a)所示,从R形状划30度左右的切线,然后按倒角形状制作冲裁形状。虽然不是完全的R形状,但可减少毛刺的发生。
小结
对于这个产品来说,算是非常简单了,但这里我们需要注意的一点,就是要对薄弱部分先冲孔,对此来保证模具质量和寿命。至于连接搭边的话,还有很多种其它的方法。