新闻资讯
模具行业主流模具“刀口、镶件”设计规范及结构形式,值得一看
模具结构类型之凹模(刀口)设计
1、刀口结构类型
模具中下模刀口的设计经过多年的总结、更新后,针对不同的材料、工艺要求,都有相对应的类型。合理的选择相应刀口结构,对设计模具打出合格产品有重要意义。常见刀口类型主要分为两大类,包括:整体式刀口、镶件式刀口。
1)、整体式刀口
对于整体式刀口,基本剖视图有以下五种不同结构形式,分别适用于不同的情况使用。如下图:
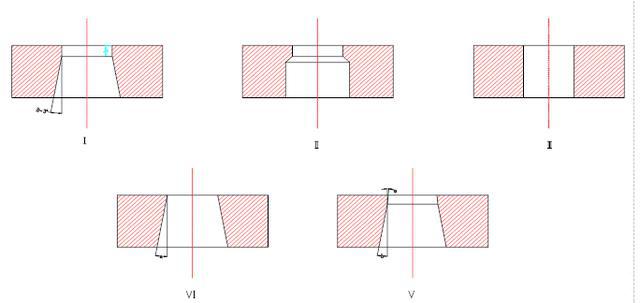
I型:刀口强度较高,在修磨后孔口尺寸不变,常用于冲裁形状复杂或精度要求较高的工件加工。但是在孔口容易积压废料而增加冲裁力和孔壁的磨损,并且当磨损后孔中能形成倒锥形状,使孔口内的冲裁件容易出现跳废料而影响正常冲裁。其基本设计参数如下:
t<0.5mm h=3~5mm
t<0.5~5mm h=5~10mm
t<5~10mm h=10~150mm
II型:刀口强度比较好,修磨后尺寸同样无变化。加工简单且废料容易下落。适合冲裁直径小于5mm的工件。
III型:刀口强度高,而且修磨后尺寸没有明显变化。此种结构多用于有顶出有装置的复合模。
IV型:冲裁件容易漏下, 刀口磨损后修磨量较小,但刀口强度不高。修后孔中有变大的趋势。适于冲制自然漏料、精度不高、形状简单的工件。α角一般电加工时取α=4'~20' (落料模<10 ,复合模α=5'),机械加工经钳工精修时取α=15'~30'。
V型:其特点是孔口不容易积存工件或废料,但是刀口强度差。一般用于形状简单,精度要求不高的工件的冲裁。其中不计参数α、β、 h值的大小与工件厚度有关,当t<2.5mm时,α=15,β=2°、h=4~6mm;当 t>2.5 mm时,α=30'、β=3°、h≧8mm。
2)、镶件式刀口
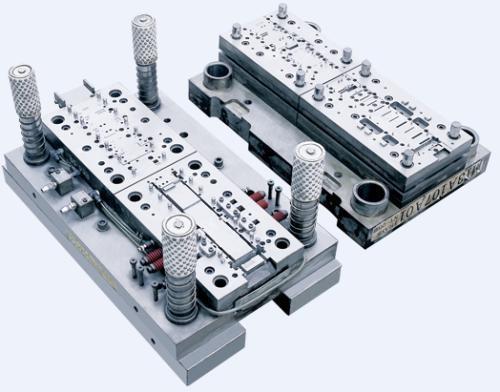
镶件刀口结构常用于大型或形状复杂的模具,对于刀口特别容易损坏的部位也该将部分制成镶块式。
镶件式刀口结构特点
由于镶件式刀口是由多个镶块组成,因此,加工时可将复杂形状的凹模分解加工。可把原来内表面加工转换成外表面加工,减少加工难度。
另外,镶件式刀口可节省模具钢的用量,减少热处量变形,并使凹模修理更换方便。镶件式刀口最大的缺点是凹模加工量较大,装配比较困难。决定是否采用镶件式刀口,应从冲压工件的尺寸大小、几何形状复杂程度、刀口易损情况等方面来考虑。
在设计镶件式刀口时,正确决定刀口镶块拼合部位的划分很重要。凹模分块时即要考虑加工方便,又要考虑镶块固定装配的可能,同时保证满足冲裁件质量要求。
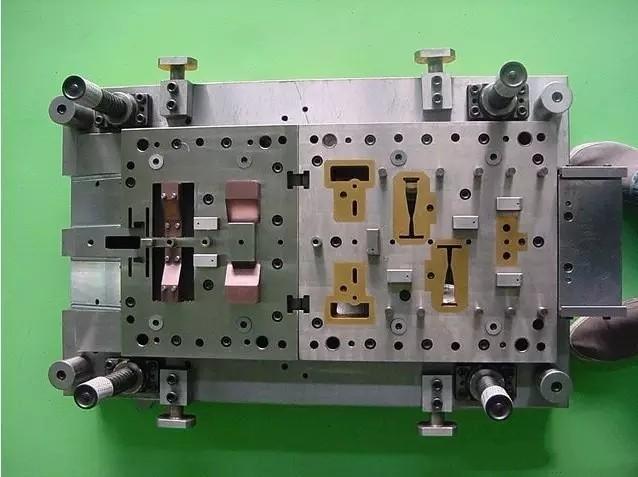
2、凹模的固定方法
刀口的固定方法与凸模的固定方法大同小异,一般都是采用螺丝锁紧或者采用挂台方式进行紧固。具体方式如下图:
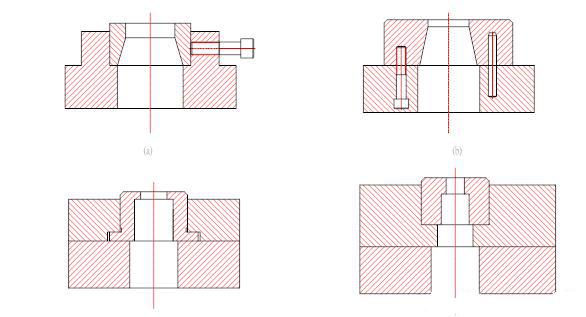
图(a) 、(b) 镶件直接固定在模座上,图(a)适合冲裁数量较少的简单件。图b)适合冲裁大型工件。图(c)是凹模与固定板采用 H7/M6 配合,凹模带有台阶,这种型式常用于工件形状较简单和较厚的材料冲裁。图(d)是凹模采用H7/S6压配合的形式与固板配合,一般只在冲裁小件时使用。
另外,镶件还可以采用低熔点合金浇注法固定及使用环氧树脂粘结剂固定。
像硬质合金镶件,除通常采用的机械方法和低熔点合金浇注固定外,圆形凹模还可以采用热套固定方法。即利用加热后钢的线膨胀系数比硬质合金大的特点将凹模装入固定板中,过盈量通常以直径的0.6~1.0%,加热温度一般为500~600∘C左右。