新闻资讯
双色模具技能解说,不废话,直接上双色注塑机干货了

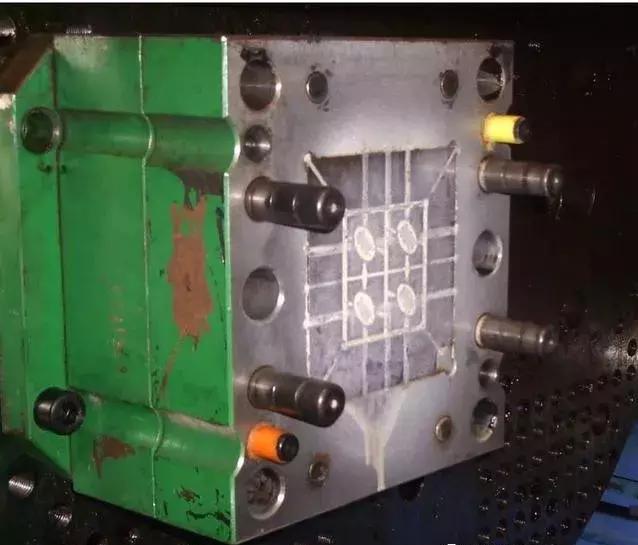
双色模具是由两组或以上组合构成的能出产两种塑胶资料的特种模具。
双色成型机台分卧式与立式两种,装载两套或以上模具由机台旋转180度或120度两次注塑成型。
双色注塑机与传统单色注塑机相似,差异于它有两个成型射嘴及成型动作组织不同.


一、 塑材特性
双色双料通指2种塑材2种颜色,塑材一般分为硬胶与硬胶包合~软胶与硬胶包合。(硬胶常用 ABS PC PP PVC..软胶常用TPU TPE TPR);成型后的产品有外观质感防碰防摔等诸多功用。
二、包胶方法决议了双色模具的根本结构
半包或insert选用2组或以上模胚旋转,2次注塑成型;全包选用一组全体模胚由活动中板旋转,2次注塑成型
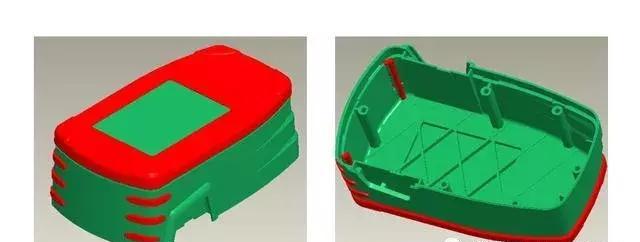
三、 产品结构
包胶方法决议了双色模具的根本结构;半包或insert选用2组或以上模胚旋转,2次注塑成型;全包选用一组全体模胚由活动中板旋转,2次注塑成型。模胚与组立图
四、 模具结构
双色模胚钢材选用S60C高碳钢制作;模胚需求极高的精度规范;内部组织必须四面分中加工,同标准板材可恣意翻边`旋转`交换均能到达组合整精度要求,定位环一般选用直径Φ120或Φ150;模胚必须选用‘富得巴’规范。
注意:两组模胚厚度必须 一至;模胚上下固定板外侧均需做C角旋转避让;固定模具必须用贯穿螺丝紧固以确保安全,并须在脱料
板母模:模脚上作出相应避让以方便拆装螺丝

五、加工流程
做好开模前的结构检讨,了解模具的加工工艺。
母模二次需保留相应的预压(取0.05~0.10mm)。
常规双色公模仁相同,可同步加工。
模胚必须做好精度检测,未达公役要求之模胚决不行运用。
六、双色模合模程序
一次母模与两组公模一起合模(母模涂红丹,修整公模),合至两组公模到丹一致且彻底吻合。
→取恣意一组公模与二次母模相合,致到丹彻底(公模涂丹,修二次母模)。
做好试模前动作检测,不行漏装,错装上机(错装模具将会导致2组以上模仁作废)。
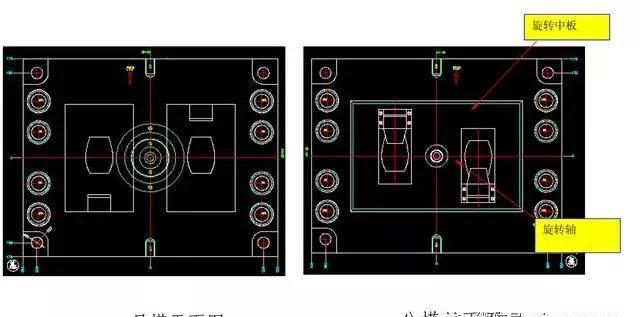
双色模组立平面范列(A 典型双色 )

双色模组立平面范列(B 中板双色)
模具成型注意事项:
1:架模:
a:架模前取掉所有的锁模螺丝
b:先架一次全模与反操作侧不得调模上高压不然动模板会因受力不均而损坏机台;
c:用手将悉数得锁模螺丝装入后才可锁紧螺丝
d: 模具开模后公模旋转180度;
e:装入二次得母模以一次得公模为基准;
f:最后装入二次得公模以二次母模为基准;
g:两套模具架模OK后;进行调模
2:成型出产:
a:确定两只原料是否正确;
b:设定顶出;一般为一次射出侧顶出封闭;二次顶出开启;
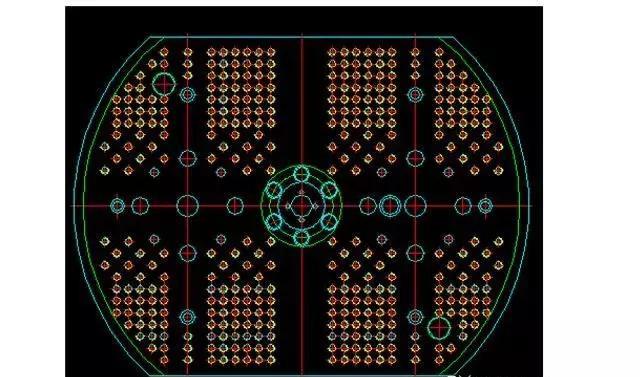
机台公模板平面图
产品典范
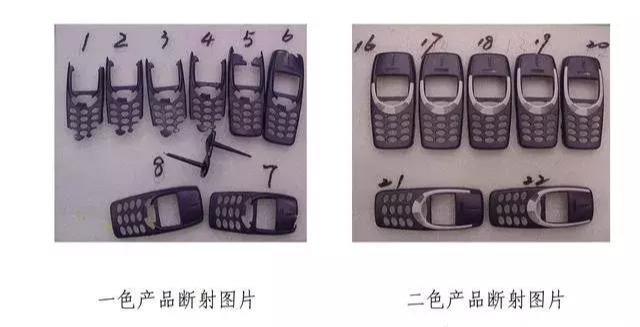
产品典范 双色产品成型后电镀

产品典范
规划时注意事项:
1:双色模前必须先了解成型机台参数
(螺孔尺度,方位,顶出杆尺度标准,方位,转轴尺度标准);
2:双色机操作侧与单色机台相同,模具如一次是三板模小水口进胶,则一次料流道需设弹料装置,以方便全自动出产
(操作者坐落二次一侧,一次料头无法取到);
3:软胶制品与料骨需留有皮纹(软胶特性:对光滑壁附著力强)。
一次进胶必须要能将浇口自动剪切,以免残留凸出二次包胶构成次品;
二次进胶尽量取制品隐蔽部位(埋伏式,牛角,底部搭接);
4:insert类需求先即将一次制品做贯穿模具可选用公模‘翘翘板’
组织或母模镶针` 镶件靠破偷孔贯穿。
5:两种胶包合时之二次胶要比一次料温低(二次料温高于一次会烫伤一次胶成不良品);硬胶包软胶行不通。
(双色手机按键因考虑制品电度,故一次取PC二次取ABS)。
6:双色二次塑材缩水必须与一次做到相同而深度及侧壁压合封胶型位需留0.05~0.10mm预压余量(由CNC掌控,规划需注明)
双色成型技能 初步规划~制作原理概略
拼装试模时的注意事项
1: 软胶的流动性特别强,二次合作模时须操控好
各部位的密合度,排气槽操控在0.015mm以内(其流动性类同尼龙)
2 :二次与一次胶位合作面除考虑二次的预压值外还需做好二次的排气,排气槽操控在0.03~0.06mm
(因考虑一次塑材的弹性,二次特别是软胶极易构成困气包风,且热的二次熔料在一次上所构成缺陷很难掌控);二次构成的毛边 包风一次压伤等修善效果很大成度上取决于成型过程中工程现场的处理对策(相应的加减胶`补强`档胶`排气....)。
3 :浇注体系`顶出体系组织动作的顺畅也是确保模具顺利出产的条件,一套好的双色模具必须需求前期结构的合理`规划的精确`制作的精深工艺方能到达模具的成功。
双色成型技能 初步规划~制作原理概略
结束语:
从多色射出成型,双料射出成型的特性与使用能够看出未来有取代成型制程的趋势;革新性射出成型技能不光提高了射出成型制程的精密度;提供高难度制程技能;亦开拓射出成型制程领域的规模;以创新的射出设备与制程;才能够敷衍愈来愈多样化,高品质,高附加价值的产品需求,革新性射出成型制程技能使用势在必行;双色成型技能 初步规划~制作原理概略。