新闻资讯
镗削加工工艺您知道吗?镗削加工介绍以及操作注意事项
镗削加工工艺您知道吗?镗削加工时的注意事项
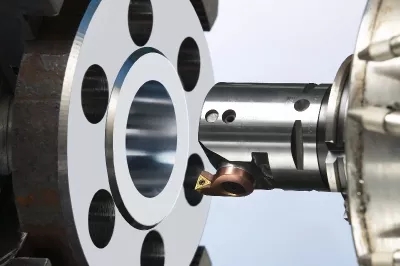
镗削是通过设备上的镗刀与工件间的相对运动,对工件加工表面进行切削,使一层金属被切离加工表面,并使加工表面获得一定的加工精度和表面粗糙度的切削过程。镗削一般可在车床、镗床及加工中心上进行。镗削工序主要用于箱体、支架和机座等工件上的圆柱孔螺纹孔、端面和孔内沟槽的加工。当采用特殊附件时,也可加工内外球面、锥孔等。镗削加工可以获得高的精度和高的表面质量,孔的精度可达IT6~IT7,孔距误差不超过0.015mm,表面粗糙度R a可达0.8~1.6μm。
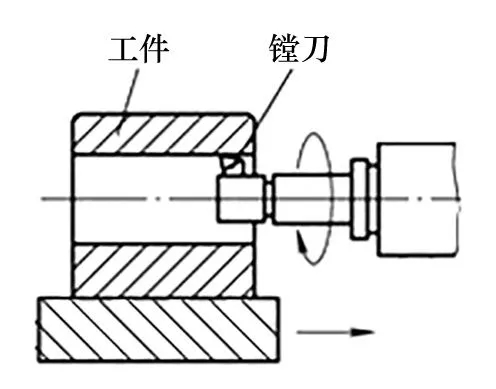
区别:与其他孔加工工艺相比较,镗孔不受刀具尺寸的限制;且镗孔具有较强的误差修正能力,可以通过多次走刀来修正原粗孔轴线的误差,而且能使所镗孔与定位基准保持较高的位置精度.
镗刀的类型
镗刀是镗削刀具的一种,按其切削刃数量可分为单刃镗刀、双刃镗刀和三刃镗刀;按其加工工艺分为粗加工镗刀和精加工镗刀;按其加工表面可分为通孔镗刀、盲孔镗刀、阶梯孔镗刀和端面镗刀;按其结构可分为整体式、装配式和可调式镗刀。
类型 1.
刃数分类:单刃镗刀/双刃镗刀/多刃镗刀.
加工分类:通孔镗刀/盲孔镗刀/阶梯孔镗刀/断面镗刀.
结构分类:整体式/装配式/模块式.
类型 2.
单刃镗刀:整体式镗刀/焊接式镗刀/机夹式镗刀/可转位式镗刀.
双刃镗刀:固定式双刃镗刀/浮动式双刃镗刀

❶ 展开镗刀❷ 模块镗刀❸ 切槽镗刀
❹ 阶梯镗刀❺ 单刃镗刀❻ 整体镗刀
1.单刃镗刀
该类镗刀可以校正原有孔轴线的偏斜或位置误差,是结构最简单的刀具之一,其使用和刃磨便利,常为装夹结构(见图5-40)。如图5-40a和图5-40b所示的镗刀分别用在车床上进行通孔和盲孔的加工。图5-40c、图5-40d、图5-40e、图5-40f所示的镗刀分别用在镗床上进行通孔和盲孔的加工,这些结构均适用于孔的粗、精加工。其镗杆能长时期使用,可节省制造镗杆的材料和工时。单刃镗刀还可以通过调节或调换镗刀头加工尺寸不同的孔径,但调整费时,精度不易控制,对工人操作技术要求高,而且仅有一个切削刃,所以切削效率低。
2.微调镗刀
如图5-41所示为适用于自动线、坐标镗床和数控机床上的微调镗刀,具有结构简单、制造容易、调节方便和精度高等特点。由拉紧螺钉和垫圈将调整螺母和镗刀头压紧在镗杆上,调节时,稍微松开拉紧螺钉,转动带刻度的调整螺母,就能使镗刀进行微调,然后旋紧拉紧螺钉。
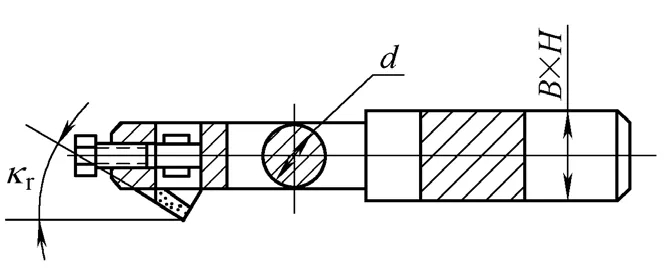
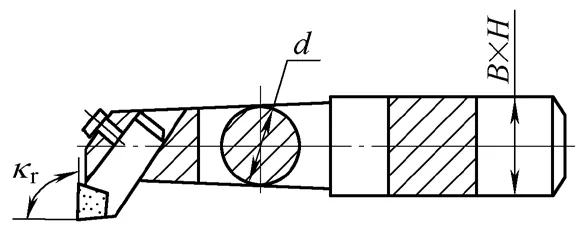
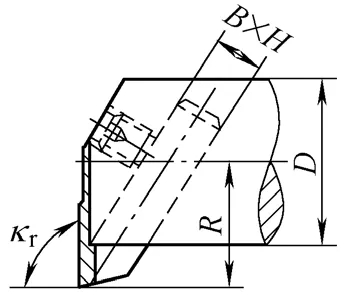
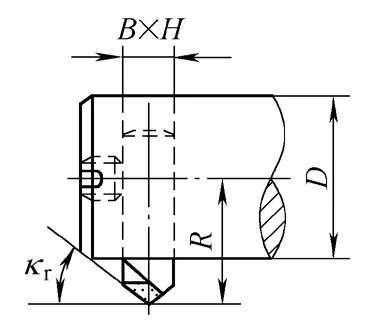
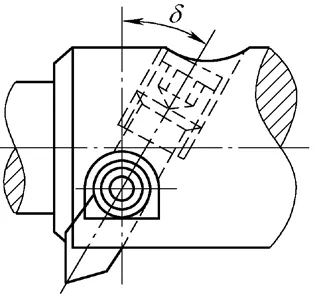
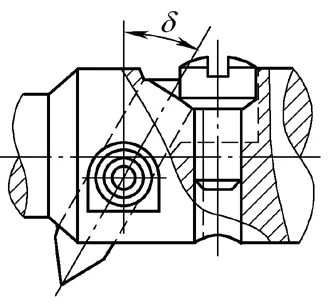
图5-40单刃镗刀
a)、b)分别用于车床上镗通孔和盲孔
c)、d)、e)、f)分别用于镗床上镗通孔和盲孔
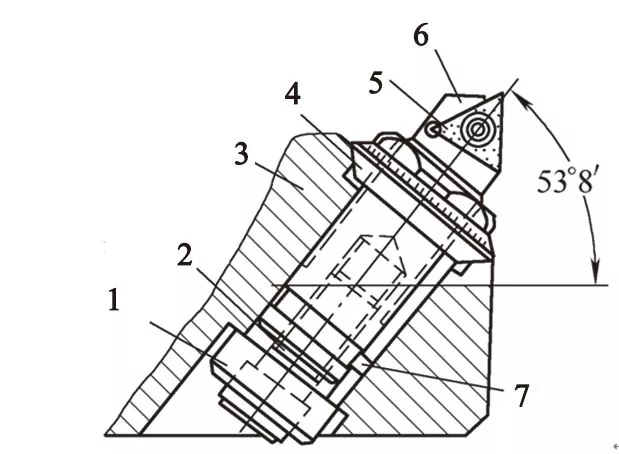
图5-41 微调镗刀
1-垫圈 2-拉紧螺钉 3-镗刀杆 4-调整螺帽
5-刀片 6-镗刀头 7-导向链
3.浮动镗刀
(1)浮动镗刀如图5-42所示,其特点如下:将浮动镗刀装入镗杆的方孔中,凭借自身两侧切削刃受到的切削力能自动平衡、定心其切削位置,因此不需夹紧,还能自动补偿由于镗刀安装误差、镗杆径向圆跳动或机床主轴偏差而造成的加工误差,因此能消除镗孔时径向力对镗杆的作用而产生的加工误差。
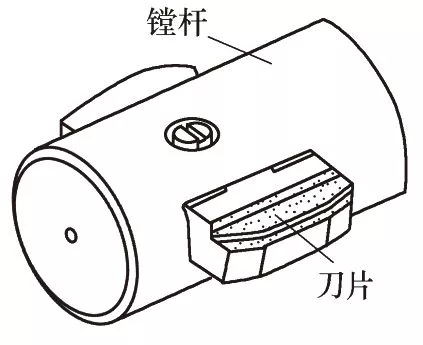
图5-42 浮动镗刀
(2)加工精度可达IT7~IT6。加工铸铁孔Ra可达0.8~0.2μm,加工钢料孔Ra可达1.6~0.4μm。
(3)由于无法纠正孔的直线误差和位置误差,因而要求预制孔的直线性好,表面粗糙度值Ra≤0.4μm。
(4)结构简单,刃磨方便,但操作费事,不能加工孔径太小的孔,而且对镗刀及镗杆的制造要求高,特别是加工镗杆上的方孔,其切削效率低于铰削。
4.机夹式深孔镗刀
该类镗刀在结构上具有深孔刀具的共性,既有导向块,又有排屑孔或进切削液孔。机夹式深孔镗刀又分为机夹可转位式深孔镗刀和机械夹固式深孔镗刀,二者结构相似,但刀片和刀垫的装夹不同。前者使用方便,后者刚性好。图5-43为机夹可转位硬质合金深孔镗刀。导向块由导向垫和硬质合金导向块焊接而成,用螺钉夹固在镗刀体上。通过螺钉将刀垫上的可转位刀片紧固在镗刀体上,转动调整螺钉,带动调整斜铁轴向移动,可调整镗刀的径向尺寸。
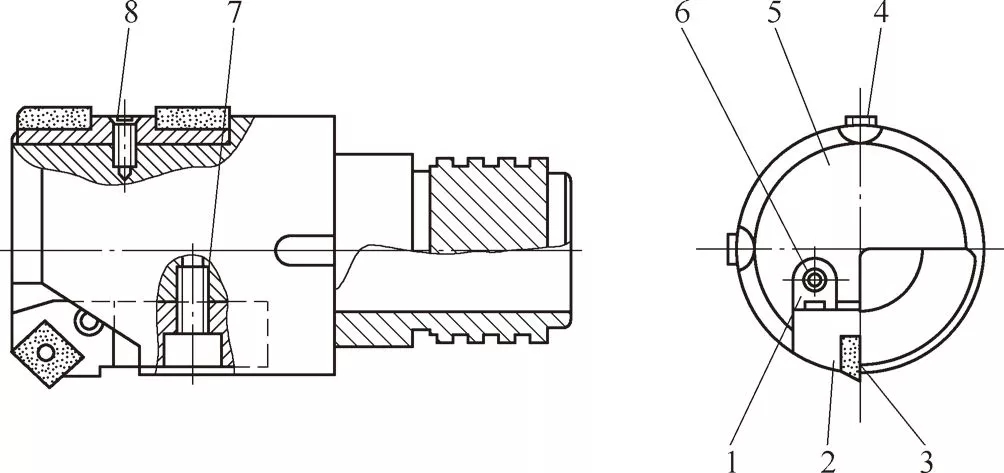
图5-43 机夹可转位硬质合金深孔镗刀
1-调整斜铁 2-刀垫 3-可转位刀片 4-导向块
5-刀体 6-调整螺钉 7-刀垫压紧螺钉 8-导向块压紧螺钉
5.模块式镗刀
为了适应各种孔径和孔深的需要并减少镗刀的品种规格,设计了模块式镗刀。模块式镗刀(见图5-44)即是将镗刀分为:基础柄、延长器、减径器、镗杆、镗头、刀片座、刀片等多个部分,然后根据具体的加工内容进行自由组合。这样不但大大地减少了刀柄的数量,降低了成本,也可以迅速对应各种加工要求,并延长刀具整体的寿命。显而可见,模块式镗刀具有一体式镗刀无法比拟的优势。当然,这也需要模块式镗刀具有高的连接精度和高的连接刚性,以及高的重复精度和高度的信赖性。总而言之,模块式镗刀系统具有很大的优势,但并不是说只要是模块式就好。必须从连接刚性、精度、操作性、价格等多方面来衡量。
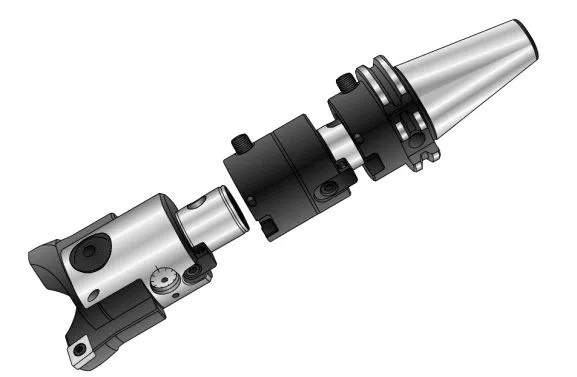
图5-44 模块式镗刀
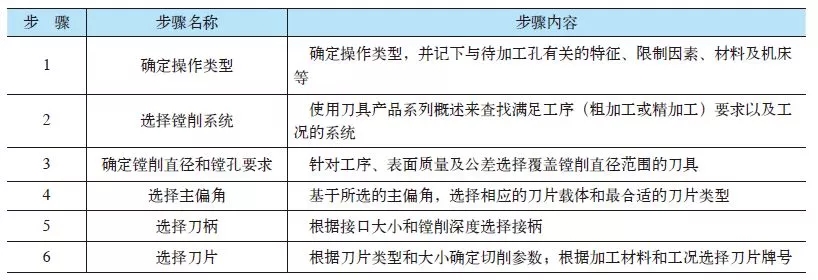
二镗刀的选择
镗削刀具的选择步骤如表5-12所示。
表5-12 镗削刀具的选择步骤
 4.镗削的应用
4.镗削的应用
➤遇到问题我们首先可以从这几个方面考虑.
粗镗应用

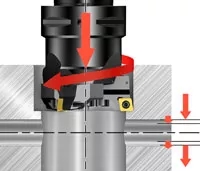
1.盲孔加工
在加工盲孔时,保证正确的排屑非常重要.
正确的切削参数是获得适当切屑形状的必要条件.
确保/检查切屑没有阻塞或磨损刀片.
冷却液压力和切削液流应足以使切屑排出
立式机床比卧式机床对有效排屑的要求更高.
2.断续切削
进行断续切削 (如交叉孔) 时,对刀片的切削条件提出了很高的要求.
选择韧性更高的材质.
稳定工况下,为了提高加工安全性,选择坚固的方形负前角基本形状刀片.
如果有多次断续,则降低切削参数.
3.夹砂铸铁
铸件中的夹砂会增加刀片的磨损.
选择韧性更高的材质.
降低切削参数.
为了提高加工安全性和尽可能减少磨损,选择坚固的方形负前角基本形状刀片.
PS:夹砂是指铸件上有砂夹杂.

4.气烧孔
气烧孔的局部区域可能硬化,由此将加重刀片的磨损.
选择韧性更高的材质.
降低切削参数.
为了提高加工安全性和尽可能减少磨损,选择坚固的方形负前角基本形状刀片.
精镗应用
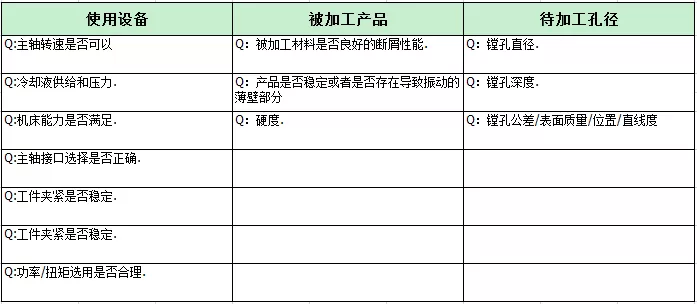
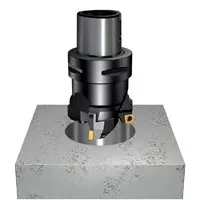
1.切削力
切削力会对产品的影响
当刀具处于切削状态时,切削力的切向和径向分量将试图使刀具偏离工件。切向元件将试图迫使工具向下并远离中心线。这样,刀具间隙角就会减小.
任何径向变形都意味着切削深度和切屑厚度减小,从而导致振动倾向.
2.平衡力
平衡力对于加工的影响
由非对称工具或大行程引起的不平衡,产生一种作用于镗刀上的力。
在大多数应用中,由不平衡产生的力与切削力相比可以忽略不计。
在高转速下,不平衡可能会导致振动,会影响孔的加工质量
注:以下为整理现场加工图片,统一汇总列出,供大家学习.
5.镗孔案例
5.1刀片磨损

在镗削加工中,刀具连续切削,易出现磨损和破损现象,降低孔加工的尺寸精度,使表面粗糙度值增大;同时,微调进给单元标定出现异常,导致调整误差使加工孔径出现偏差甚至引发产品质量事故.
5.2表面质量
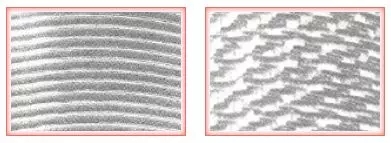
镗削已加工表面的鱼鳞状或螺纹状切纹,是比较常见的表面质量现象.
左图:主要因为镗削的进给和钻速不匹配造成.
右图:主要因镗削加工的刚性振动及刀具磨损造成.
6.镗削 Q与A
Q:镗刀加工时,主轴定位如何使用?
A:
①利用百分表测量装置找正定位这种方法,必须先用百分表定心器或定位心轴,将工件上的基准孔坐标定出来,然后根据基准孔坐标,定出主轴的坐标位置。其特点是精度较高,操作较方便。
②利用检验棒找正定位此种方法的特点是找正定位精度低,找正费时。但这种定位方法可直接找正镗床主轴与起始孔的坐标位置。
③利用孔的分界面拢正定位这种方法的特点是可用于分离式箱体孔系的镗削加工。缺点是辅助时间较长。
④利用样板找正定位此种方法的特点是样板结构简单,无需复杂的调整。但样板易变形,而且当工件需要加工几个不同面上的孔系时,需要几块样板,找正和定位精度也较低。
镗削加工时的注意事项
第一点:刀具安装时,要特别注意清洁。镗孔刀 具无论是粗加工还是精加工,在安装和装配的各 个环节,都必须注意清洁度。刀柄与机床的装配,刀片的更换等等,都要擦拭干净,然后再安 装或装配,切不可马虎从事。
第二点:刀具进行预调,其尺寸精度,完好状态、必须符合要求。可转位镗刀、除单刃镗刀 外,一般不采用人工试切的方法,所以加工前的 预调就显得非常要。预调的尺寸必须精确,要调在公差的中下限,并考虑因温度的因素,进行 修正、补偿。刀具预调可在专用预调仪、对刀器 或其他设备上进行。
第三点:刀具安装后进行动态跳动检查。动态跳 动检查是一个综合指标,它反映机床主轴精度、 刀具精度以及刀具与机床的连接精度。这个精度如果超过被加工孔要求的精度的1/2或2/3就不能 进行加工,需找出原因并消除后,才能进行。这 一点操作者必须牢记,并严格执行。否则加工出 来的孔就不能符合要求。
第四点:应通过统计或检测的方法,确定刀具各 部分的寿命,以保证加工精度的可靠性。对于单刃镗刀来讲,这个要求可低一些,但对多刃镗刀 来讲,这一点特别重要。可转位镗刀的加工特点 是:预先调刀,一次加工达到要求,必须保证刀 具不损坏,否则会造成不必要的事故。