新闻资讯
这13个问题要重视!分析汽车覆盖件模具制造常见问题的原因
一般国内汽车覆盖件模具制造周期都较长,尤其是调试周期,少则3~5个月,多则1年以上。过长的模具调试周期,给模具、汽车企业造成了成本的增加。模具制造周期过长是因为模具短期无法达到质量要求,只能通过延长调试周期,以期达到提升模具质量的目的。只有提高模具质量,才可以缩短模具制造周期。
提高模具制造水平,缩短模具制造周期、降低模具制造成本,需要对模具制造的各个环节、各个工序进行分析,找出存在的问题,分析制定对策并加以改善。
铸造问题
铸造主要包括2个方面的问题。
1. FMC问题
FMC制造过程中容易出现的问题: 尺寸错误或厚度不足; 拼接缝未封贴好,存在尖角部分,铸造后容易出现应力集中等。 尺寸错误会造成铸件报废,厚度不足可能造成铸件缺料,缺料可以通过堆焊补救,也可能会报废铸件。FMC拼接缝未贴好容易出现铸造缺陷和应力集中。上述问题都可能造成铸件报废,铸件报废严重影响模具制造进度和成本,如果铸件勉强使用,模具的质量得不到保证,影响模具的使用寿命。由于FMC没做好,模具存在易产生应力集中部位,出现铸件开裂的情况,如图2所示。

(a)开裂

(b)应力集中
图2 FMC问题
对于上述问题,可以通过设备的引进、工艺水平的提高以提升FMC质量,减少对手工的依赖,同时加强制作管理,强化质量检验(自检、互检和终检)。
2. 铸造问题
即使FMC合格,铸造时仍然可能出现问题,如图3、图4所示的缩松和夹砂现象,铸件筋板位置偏移,出现与模具推杆干涉或处于压力机工作台T形槽上的情况、铸件的金相和力学性能达不到技术要求等。
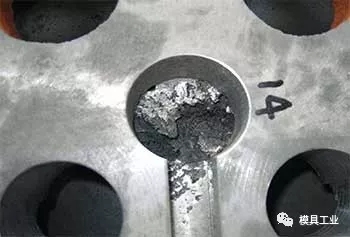
图3 缩松

图4 夹砂
铸造出现筋板偏移、变形一般是由于FMC保存不当或铸造过程中工人操作不当造成,如填型砂不当;铸造缺陷和铸件金相、力学性能则是由铸造技术造成的。出现上述问题,有时会造成铸件报废,如造成模具夹持位(U形槽位置)厚度不足、强度不足。解决这些问题关键在于强化铸造过程的管理和技术能力,提高管理精度,强化技术要求,提高铸造工艺和设备水平。
机加工问题
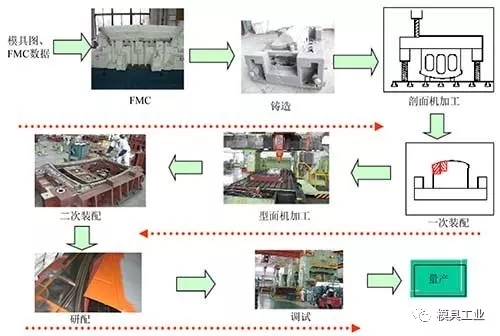
模具制造的机加工分一次机加工和二次机加工,一次机加工主要是平面加工,二次机加工主要是型面加工,机加工流程如图5所示。
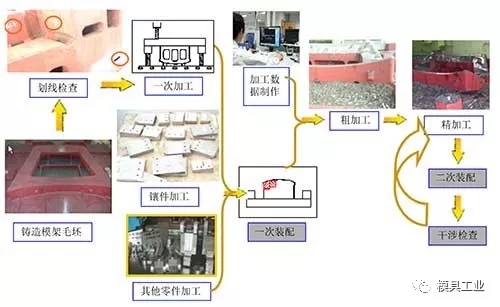
图5 机加工流程
模具零件机加工前必须划线以确定零件的加工余量,及时发现和处理不合格的坯件,避免加工造成损失,平面机加工出现的问题较少,偶尔出现的机加工问题一般都是图纸尺寸错误或NC机床操作者的失误,如导柱导套位置出错导致合模后偏磨、导向面加工错误、安装平台加工失误、凸模和凹模出现偏心、上模和压料板侧销安装位加工错位、起吊孔加工错位、模具安装相关定位或锁紧位置加工错误等。
导柱导套位置错误造成不同心而偏磨,甚至会造成导柱导套严重磨损及导套开裂,影响模具精度。导柱导套不同心的严重程度可以借助红丹凭经验判断,严重的偏心一般是将导柱或导套安装孔扩孔加装套,但再扩孔时,模具零件要上NC机床重新定位,二次定位出现偏差的概率大,一旦再出现问题,再扩孔可能出现局部壁厚不足。
导向面加工错误的情况相对较少,如非标的导向槽加工成一端大一端小,可以考虑重新加工,然后加垫片、垫块解决,前提是模具零件强度应满足使用要求。
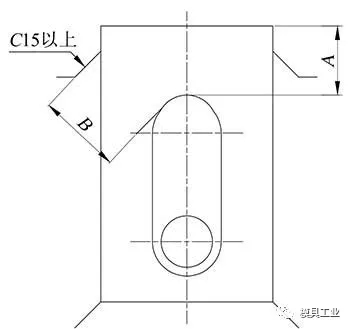
图6 压料板侧销卡槽位
上模侧销安装位和压料板侧销槽加工偏离的现象比较常见,一般不严重时采用手工修磨,严重时考虑将侧销卡槽加宽。一旦侧销卡槽偏移至无法保证压料板的侧销位强度,如侧销卡槽加工过量,则会涉及安全生产,有可能压料板报废,因此必须注意侧销位置的机加工。图6所示的压料板上侧销卡槽位A处必须达到标准要求的尺寸,如果侧销槽加工过量造成A处强度不足,必须报废。

图7 起吊孔错位
模具起吊孔加工错位导致起吊棒无法插入,如图7所示,起吊孔如果两边出现错位则不允许扩孔,因为必须确保起吊臂的强度。

图8 U型槽结构
模具零件中相关定位槽或锁紧位置(U形槽)加工错误一般是因工人粗心造成,定位槽加工错误一般可以加装镶件。U形槽是安装锁紧用,涉及模具的使用安全和使用寿命,U形槽夹持位置的厚度a和夹持面厚度b强度必须足够,以满足压力机夹持器的夹持要求,夹持面面积(C决定)必须足够,以确保夹持面能承受足够的压力;U形槽与模具本体连接处的壁厚D和倒角不能烧焊、不能存在应力集中,如图8所示。
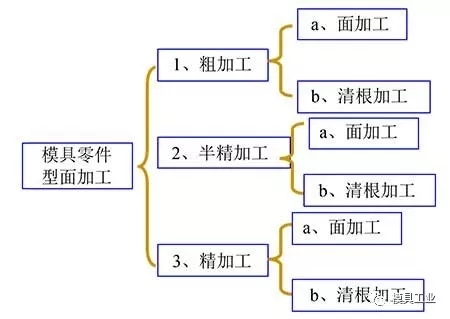
图9 型面机加工流程
型面机加工是模具在一次装配后主要对模具零件型面进行机加工,型面机加工流程如图9所示。型面加工完成后,实际加工型面轮廓跟理论型面的偏差控制在0.01mm以内。型面加工容易出现的问题是在型面精加工时出现停电停机或者机加工数据出错,为保证型面加工精度,需要重新精加工,延长加工时间。
安装问题
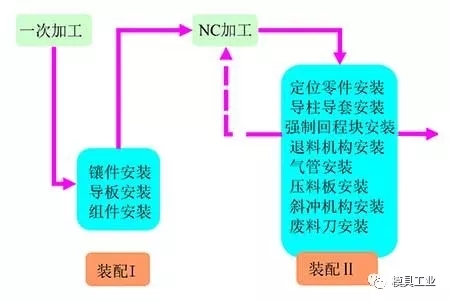
图10 安装的流程及零部件
图10安装的流程及零部件安装零部件是影响模具功能的主要工序,是容易出现问题又容易忽视的工序,很多模具调试中出现的问题都是安装造成的,但又被当成研配或调试的问题处理。安装常出现的问题有:安装精度不良、接触面不良、间隙不良、螺钉与销钉安装不良、凸模装配不良、安装面不垂直或水平、导向问题等。
1. 安装精度不良
导柱导套偏磨,如果安装时没发现而未及时纠正,可视为安装精度问题;另一种是机加工保证了精度,装配不良导致偏磨也是安装问题。侧销孔和侧销槽偏离,这种偏离是侧销孔间距和侧销槽间距没有问题,但是侧销向侧销槽的某一边偏离,该问题经过分析后重新制定方案,并重新加工。模具特殊零部件的安装不良,如顶篷天窗各工序冲压机构、侧围油箱口各工序机构、门内板铰链孔冲翻孔机构、侧围立柱的翻边整形复位机构、门外板门拉手冲压各工序机构、标准或非标准斜冲机构等,这些机构安装不良,成形的制件会产生变形。模具零部件的机加工和装配要严格遵循工艺要求,确保装配时精度达到要求。
2. 接触面不良
接触面不良有2种情况:一是接触面接触不足;二是接触面不平。一般要求镶件间的安装面接触率为80%左右,最少达到65%,且接触点要分布均匀。
3. 间隙不良
(1). 镶件间隙不良
镶件间隙不良常见的问题是切边后出现毛刺,这种问题在装配时控制好间隙即可解决。
(2). 导向间隙不良
模具的导向不良可以引起一系列的问题,如导柱导套损坏、导板异常磨损、冲切制件毛刺、制件变形、局部干涉、局部磨损、拉伤、开裂起皱等。模具内斜冲机构的导向不良可能造成滑块卡死或晃动。
(3). 刀口间隙不良
这属于刀口研配问题,在导向间隙不良时,刀口间隙配合好也会产生毛刺,因此配刀口前必须确保导向装配良好。
4. 螺钉与销钉安装不良
螺钉安装不良一般是由于装配钳工在装配时不认真,没有按照机械标准施工造成的。销钉安装不良的主要问题是销钉松动,起不到准确定位的作用。
5. 凸模装配不良
凸模装配不良主要是指凸、凹模没有装配好、没有定位销定位和螺钉锁死,这些问题比较好解决。
6. 安装面不垂直或不水平
安装面不垂直或不水平一般由被加工面的形变造成的,如加工尺寸错误、刀具变形、加工时刀具伸出较长、受到被加工面施加的侧向力等都会产生形变。如果要加工的安装面较长需要换刀,这时加工的安装面可能出现不垂直,不垂直的安装面需要安装人员手工检查和校正。一般按照流程操作加工、精度合格的机加工设备加工的导向面和安装面不会有水平和垂直的问题。
7. 导向问题
良好的导向是保证模具精度和稳定性的基本要求。导向面不垂直的原因和安装面不垂直的原因基本一样,导向面还应开设油槽,容纳润滑油以保持摩擦副的润滑,油槽的加工应该符合模具技术规范。机加工的刀纹应该适度保留,一方面刀纹可以起到容纳润滑油的作用,一方面避免推光过多造成导向面不平或不垂直增加成本。模具在调试过程中因为经常打磨,会产生很多金属粉尘,金属粉尘掉进摩擦副会造成摩擦副拉伤,如拉伤面不大的可以抛光局部后继续使用,抛光一定要顺着拉伤的方向抛光,而且抛光范围不能超出拉伤的区域;如拉伤面积达到20%以上的摩擦副,导板必须更换。
8. 排气问题
拉深模拉深过程中,压边圈将板料周边锁住后,板料和模具(包括上模和下模凹陷的部分)会锁住一部分空气在型腔。当冲压时,这些气体会造成制件变形,因此需要在模具凹陷的、没有排气孔洞的地方加工排气孔,使之在冲压时能排出型腔中的空气。原则上冲压时锁住空气的型腔体积越大,排气孔则需要多加工一些,排气孔的直径一般为ϕ3~ϕ5mm。
9. 刀口焊接问题
为了节约成本,很多切边模设计成焊接刀口,刀口的焊接通常在模具零件型面粗加工后和精加工之前。焊接刀口在粗加工时加工堆焊刀口的坡口,刀口焊接后再进行机加工,确保焊接刀口面和型面一体。

(a)刃口裂纹

(b)刃口崩刃
图11 堆焊刀口情况 堆焊刀口最常见的问题是刀口裂纹和气孔,刀口裂纹分平行于刃口裂纹和垂直于刃口的裂纹。平行裂纹不能出现,一旦出现必须重焊;垂直裂纹最小间隔40mm左右,允许有1条细微裂纹(裂纹大小必须确保不能造成毛刺),否则也要重焊。图11所示为堆焊刀口刃口裂纹和崩刃状态。焊接刀口出现问题一般是焊接工艺问题,如焊条未烘干、坡口没有清洁和预热,没有严格按照技术要求采用合适的焊条分层堆焊等。为了控制气孔的产生和崩刃,坡口加工后不能接触有油的物件,应尽快安排焊接。焊条焊接前要烘箱烘烤干,坡口焊前要预热,并严格按工艺要求进行操作,逐层堆焊。
10
排废料问题
冲压废料排出是重要的问题,尤其在冲压线效率及自动化程度越来越高的情况下,一旦发生堵废料,轻则停机停线,影响生产效率,重则损坏模具,影响生产,造成损失。因此模具装配阶段必须重视废料排出问题,废料排出问题一般是设计不良、铸造变形、机加工不良和安装错位等造成的。模具制造中要对设计的排废料孔进行逐一检查,对容易引起堵塞的地方进行改善,排除可能引起堵塞的隐患。特别要注意孔废料的排出,由于冲孔的废料容易产生堆叠,非正向冲孔的废料特别容易堵塞,排废料孔要逐步加大并保证光顺,防止堵废料。以上论述了狭义的模具制造过程,经过上述制造过程,模具已经初具雏形,该过程有2个关键点:一是保证模具零件强度;二是保证模具零件精度。强度关系到模具的使用寿命和安全生产,强度不足,模具即使暂时不开裂也不能接受。模具的精度关系到模具工作的稳定性,精度不合格,模具的功能就无法保障。
▍原文来源:《模具工业》2019年第9期
▍原文作者: 叶梦彬
▍作者单位:广州汽车集团乘用车有限公司