新闻资讯
【干货】汽车覆盖件模具拉延筋关键知识点讲解
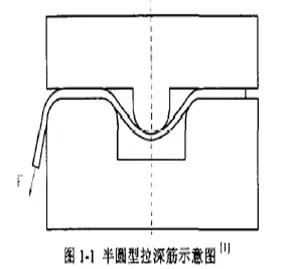
一、拉延筋简介
在汽车覆盖件成形过程中,压料面上各部位的进料阻力存在很大差别,通常要采用拉延筋来进行控制。拉延筋参数的合理取值及其合理布置是控制金属流动、防止出现起皱和破裂的重要手段。拉延筋的设计是冲压模具设计的关键技术。
拉延筋广泛应用于薄板成形已经有悠久历史,但是,在现有的若干设计资料中,可供设计人员适用的结构参数却显得非常笼统。他几乎不与零件的大小,材料的厚度及零件形状挂钩,而基本局限于覆盖件的成形。

二、拉延筋的作用
凸筋一般设在压边圈上,而在凹模表面开出相应的筋槽,即凹筋。也可将凸筋设在凹模表面,而在压边圈上设置凹筋。
三、拉延筋的作用
1、加强压料面对材料流动的控制能力。
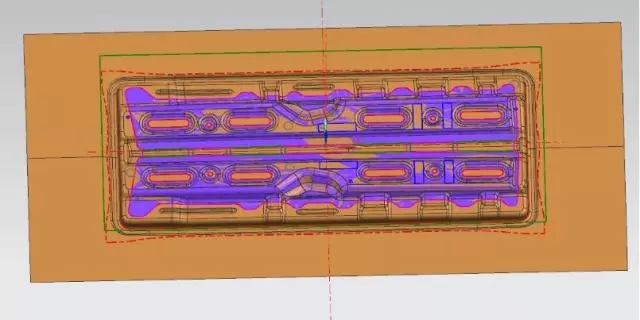
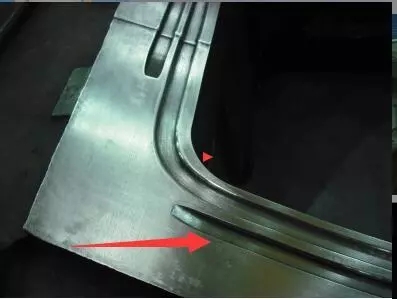
2、增加进料阻力,使毛坯承受足够的拉应力,提高拉深件的刚度和减少由于回弹引起的表面缺陷。(如图下加强板 明明是可以做成型 为何还做拉廷工艺!)

3、扩大压边力的调节范围。
这个首先你得知道“拉廷筋”主要作用简单来说就是增加材料的阻力, 那么“压边力”也是起到同样的作用,两者相辅相成,可以通过调节拉廷筋的阻力来减少压边力达到同样的目的。

四、拉延筋成型常见问题及几何形状
成型常见问题:起皱拉裂
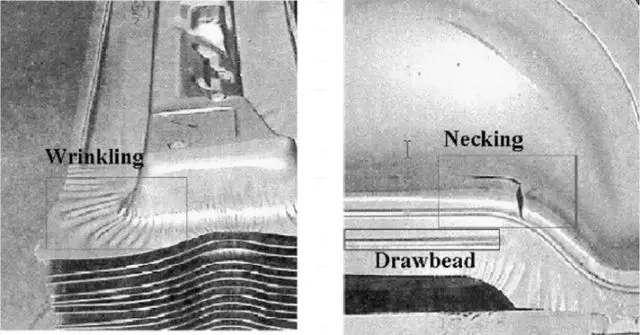
拉延筋约束力过小,容易起皱;
拉延筋约束力过大,容易拉裂;
上所列问题该怎样掌握好这个度呢?从熟知各类筋条特性开始——
半圆形:最常见的形状,对材料的产生阻力与应变最为适中。

矩形:矩形筋可提供比半圆形筋更高的变形抗力。由于矩形的Rb要比半圆形Rb小得多,会造成板料过高的应变,而影响其表面质量,通常在拉伸起伏小的覆盖件上使用。
边形:最大的优点是可节省材料(边的位置离凹模圆角较近),但它不象矩形筋和半圆筋那样可通过控制筋的压入量(bead penetration)来改变变形抗力,通常在比较规则件上使用。
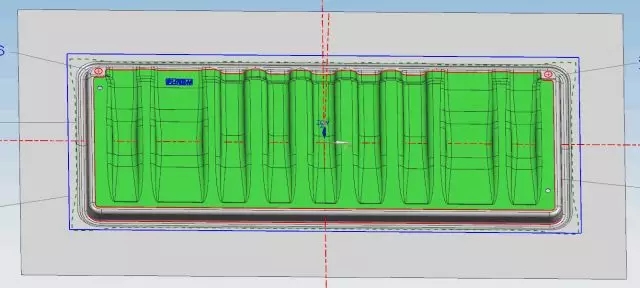
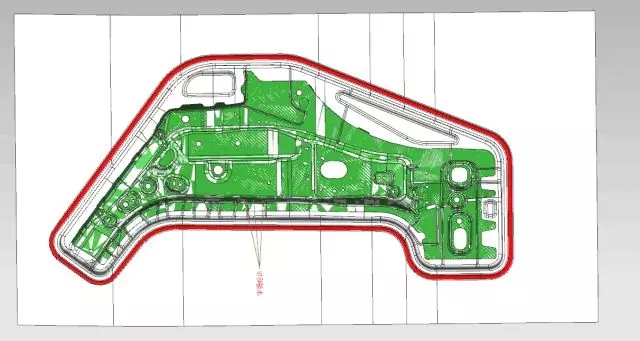
异形:不规则的形状,较少见 如图:拉延筋采用的是波浪筋,可以有效的增大进料阻力,提高外板的延伸率。
五、拉延筋形式
拉延筋一共有三种形式:
直线拉延筋
环线拉延筋
斜拉延筋
其中斜拉延筋工艺,除在压边圈的压料面上设置有传统的直线或环线拉延筋外,还在压边圈的压料面上设置有斜拉延筋。传统拉延筋主要提供板材在冲压中的具有被动性质的流动阻力,而斜拉延筋除提供流动阻力外,还可提供具有主动性质的引导材料流动的作用力。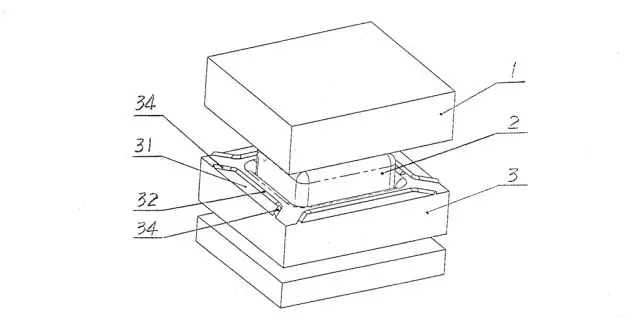
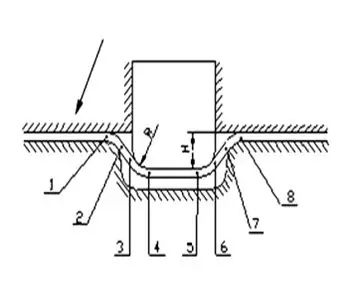
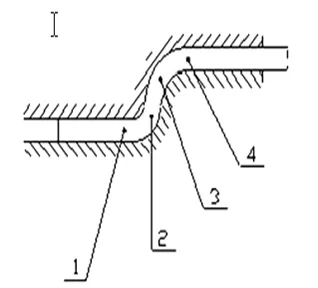
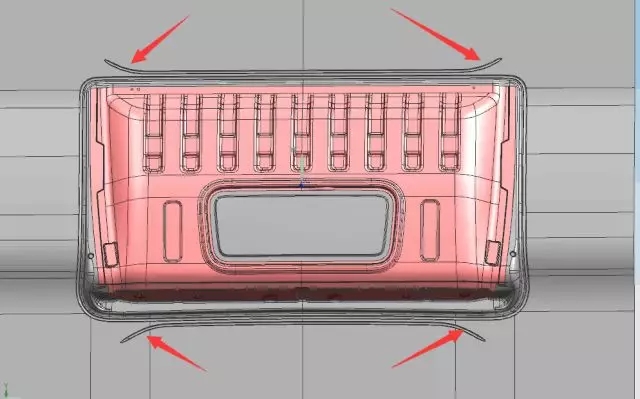
六、凹模口的形状及拉延筋的布置
七、拉延筋布置原则
1、为了增加进料阻力,提高材料的变形程度,可以布置整圈的阻力较大的拉延筋。
2、为了能最大发挥拉延筋的作用,局部拉延筋必须与该处毛料的流动应力相垂直,所以局部的拉延筋最好和邻近的凹模口轮廓相平行。
3、为了增加径向拉应力,降低切向压应力,防止起皱的产生,可以在容易起皱的地方设置局部的短筋。
4、为了调整进料阻力,可以在直线部位设置拉延筋,而圆弧部位不设拉延筋,当拉延深度相差较大时,在深的部位不设拉延筋,在浅的部位设置拉延筋。
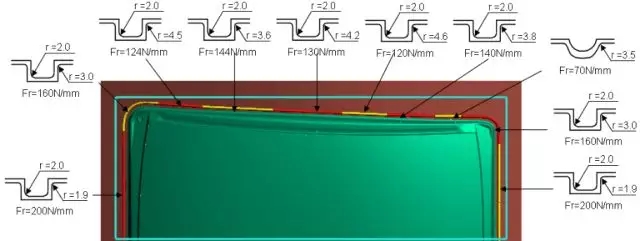
八、拉延筋尺寸大小
汽车覆盖件常用半圆形和矩形拉延筋的结构参数表: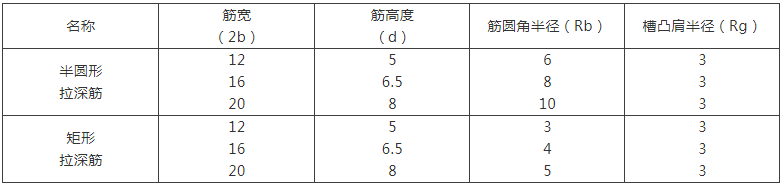
九、拉延筋合理位置
1、别起外皱
设置了平面压边圈并单独施加平面压边力,则压筋时外皱可以避免,就是说,在设置了双重压边机构情况下可以不受外皱条件限制,但却增加了模具的复杂程度。
2、别起内皱
筋的阻力随着位置的外移而呈现上升趋势。所以,筋的位置应该保证凹模内悬空部位。在结构已经定前提下,阻力仅是位置的函数。
3、别拉裂
阻力的增大虽然可以消除内皱,但阻力过大又会造成内部拉裂,在筋的结构已经定的情况下,通过调整位置参数可以避免。
十、拉延筋阻力组成
1、板材通过拉延筋时,弯曲反弯曲的变形力是阻力的主要部分。
2、凡与筋接触的部位均产生摩擦阻力,随着润滑状态的不同,筋的总体阻力均有不同程度变化,但变化不大。
3、板料拖过拉延筋后的再变形抗力增加,使得总拉深力上升。这部分增量是由于拉延筋的存在造成,所以也应是筋的阻力。
4、环形筋与直条筋相比,还有板料通过拉延筋时的环状弯曲所必需的变形力。随着筋的位置半径减小,其所需外力增大。