新闻资讯
VR仿真资源|3种方法教你修理与调整传动齿轮副
车床主轴箱在运行时,有噪音异常,打开上箱盖,就会发现传动齿轮磨损,这个现象的产生大多与润滑不良、负载过大有关。当出现传动齿轮上的轮齿磨损时,如果不严重,一般用镀刚方法修复。磨损严重的,则用堆焊修复再加工修复。当齿轮出现折齿时,如果模数较大,可用栽齿方法修复。如果齿轮模数较小,可用换齿圈修复。
图为100唯尔教育机床
今天100唯尔教育小编就结合100唯尔教育《机械设备故障分析与排除》课程及其VR仿真资源来介绍传动齿轮副如何修理与调整。
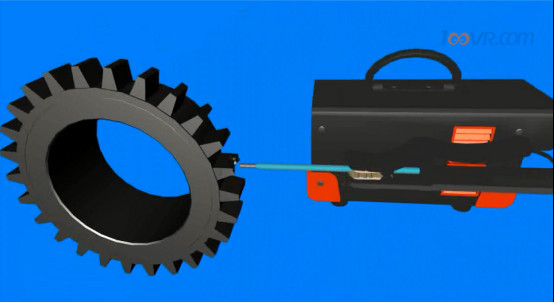
传动齿轮副的修理与调整需要用到的工具为:车床、锉刀、电镀设备、电焊机、传动齿轮。
一、堆焊修法
当齿轮的轮齿崩坏,齿端、齿面磨损超限,存在严重表层剥落时,都可以使用堆焊法进行修复。齿轮堆焊的一般工艺流程为:焊前退火、焊前清洗、施焊、焊缝检查、焊后机械加工与热处理、精加工、最终检查及修整。
1.轮齿局部堆焊
当齿轮的个别齿断齿、崩牙,遭到严重损坏时可以用电弧堆焊法进行局部堆焊。为防止齿轮过热,避免热影响,可把齿轮浸入水中,只将被焊齿露于水面,在水中进行堆焊。轮齿端面磨损超限,可用熔剂层下粉末焊丝自动堆焊。
图为100唯尔教育堆焊修法
2.齿面多层堆焊
当齿轮少数齿面磨损严重时,可用齿面多层堆焊。施焊时,从齿根逐步焊到齿顶,每层重叠量为2/5到1/2,焊一层经稍冷后再焊下一层。如果有几个齿面需堆焊,应间隔进行。对于堆焊后的齿轮,要经过加工处理以后才能使用。最常用的加工方法有两种:一是磨合法,按应有的齿形进行堆焊,以齿形样板随时检验堆焊层厚度,基本上不堆焊出加工余量,然后通过手工修磨处理,除去大的凸出点,最后在运转中依靠磨合出光洁表面。这种方法工艺简单,维修成本低,但配对齿轮磨损较大,精度低。它适用于转速很低的开式齿轮修复。二是切削加工法,齿轮在堆焊时有一定的加工余量,然后在机床上进行切削加工。此种方法能获得较高的精度,生产效率也较高。
二、栽齿修复法
对于低速,平稳载荷且要求不高的较大齿轮,单个齿折断后可将断齿根部挫平,根据齿根厚度及齿宽情况,在其上面栽一排与齿轮材质相似的螺钉,包括钻孔,攻螺纹,拧螺钉,并以堆焊联接各螺钉,然后再按齿形样板加工出齿形。对于受载不大,但要求较高的齿轮单个齿折断,可用单个齿的方法修复。

图为100唯尔教育栽齿修复法

图为100唯尔教育栽齿修复法
三、换齿圈修复法
重型相械的齿轮把齿圈以过盈配台装在轮芯上,成为组台式结构。当这种齿轮的轮齿磨损超限时,可把坏齿圈拆下,而换新的齿圈。

图为100唯尔教育换齿圈修复法
以上,就是100唯尔教育关于传动齿轮副修理调整的部分内容,如果对其中的课程内容及其VR仿真资源感兴趣,可以直接上100唯尔教育搜“机械设备”就可以看到对应的课程列表了。