新闻资讯
职教VR仿真资源|为什么采用钼丝作为线切割电极丝?
电极丝应有良好的导电性和抗电蚀性,抗拉强度高,材质均匀。目前电火花线切割加工使用的电极丝材料有铝丝、钨丝、钨钼合金丝、黄铜丝、铜钨丝等。快走丝线切割加工中广泛使用钼丝作为电极丝,慢走丝线切割加工中广泛使用直径为0.1mm以上的黄铜丝作为电极丝。

钨丝抗拉强度高,直径在0.03-0.1mm的范围内,一般用于各种窄缝的精加工,但价恪昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1-0.3mm范围内,一般用于慢速单向走丝加工。钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08-0.2mm范围内。
电极丝直径的选择应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具宜选用较细的电极丝。若加工大厚度工件或大电流切割时应选较粗的电极丝。
今天100唯尔教育小编就结合100唯尔教育《电火花切割加工》课程及其VR仿真资源来介绍电极丝的安装与调整。
电极丝的绕装是将电极丝从丝盘绕到快走丝线切割储丝筒上,然后穿在丝架上的过程,称为上丝和穿丝。具体绕装过程如下:
1.上丝:电极丝绕至贮丝筒上
①机床操纵面板SAI旋钮左旋。
②上丝起始位置在贮丝筒右侧,用摇手手动将贮丝筒右侧停在线架中心位置。
③将右边撞块压住换向行程开关触点,左边撞块尽量拉远。

图为100唯尔教育调整行程开关触点
④松开上丝器上螺母,装上钼丝盘后拧上螺母。
⑤调节螺母,将钼丝盘压力调节适中。
⑥将钼丝一端通过上丝轮后固定在贮丝筒右侧螺钉上。
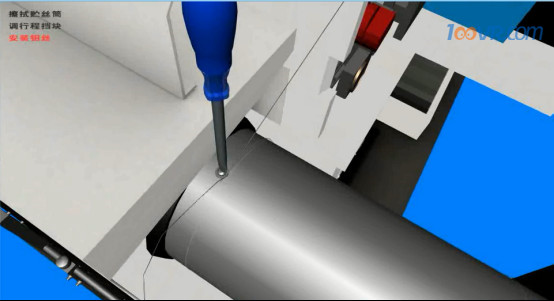
图为100唯尔教育安装钼丝
⑦空手逆时针转动贮丝筒几圈,转动时撞块不能脱开换向行程开关觖点。
⑧按操纵面板上SB2运丝开关旋钮,贮丝筒转动,钼丝自动缠绕在贮丝筒上,达到要求后,按操纵面板上SBI急停旋钮,即可将电极丝装至贮丝筒上。
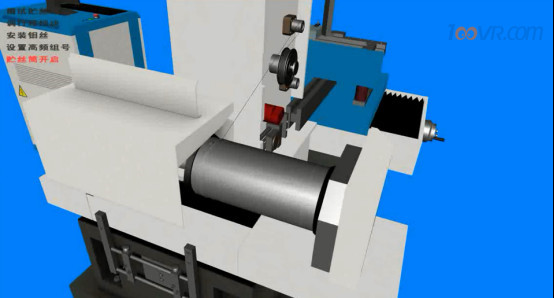
图为100唯尔教育贮丝筒开启
2.穿丝:电极丝绕至丝架上
①拉动电极丝头,依次绕接各导轮、导电块至储丝筒。在操作中要注意手的力度,防止电极丝打折。
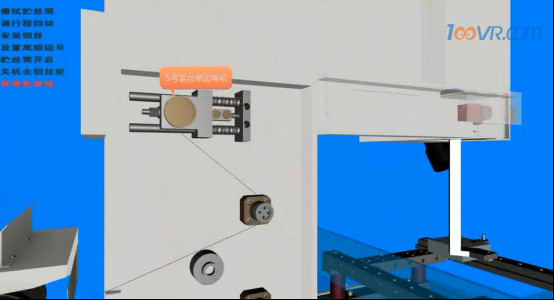
图为100唯尔教育穿丝
②穿丝开始时,首先要保证储丝筒上的电极丝与辅助导轮、张紧导轮、主导轮在同一个平面上,否则在运丝过程中,储丝筒上的电极丝会重叠,从而导致断丝。
③穿丝中要注意控制左右行程档杆,使储丝筒左右往返换向时,储丝筒左右二端留有3~5mm的余量。
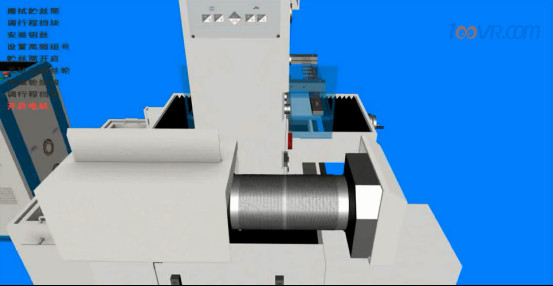
图为100唯尔教育开启电机
3.紧丝
电极丝要保持一定张力,太紧易断丝,太松影响精度、粗糙度,所以完成上丝和穿丝后还要紧丝。运丝一段时间后也应紧丝以保持电极丝的张力。握紧丝器的方法必须正确,以免钼丝滑出伤手,拉丝的力度适当并保持一致。
以上,就是100唯尔教育关于电极丝的部分内容,如果对其中的课程内容及其VR仿真资源感兴趣,可以上100唯尔教育搜“电火花切割加工”就可以看到对应的课程列表了。