新闻资讯
职教VR仿真资源|进行焊条电弧焊时,这几点你一定得上心了!
焊条电弧焊是利用电弧放电时产生的热量加热熔化焊条和工件,从而获得牢固焊接接头的一种电弧焊方法。焊条和焊件分别接至焊接电源的两个输出端上。当焊条与焊件接触时,焊接回路处于短路状态,由于接触点的电阻很大,又施以强大的短路电流,故此处将产生大量的电阻热,使焊条端部和焊件局部迅速熔化甚至部分蒸发。
今天100唯尔教育小编就结合100唯尔教育《焊条电弧焊》课程及其VR仿真资源来介绍焊条电弧焊怎么操作焊接以及需要有哪些注意事项。
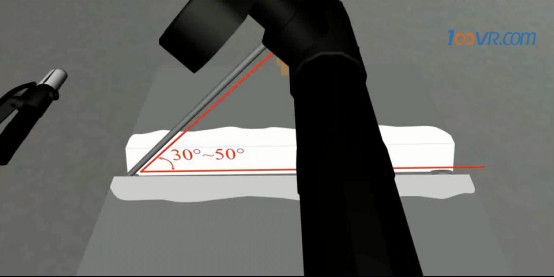
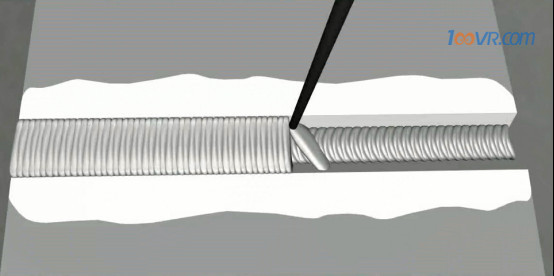
1.打底焊
打底焊采用的焊接电流为90A,电弧电压为20-21V,焊接速度为80-85mm/min。
置试板大装配间隙于右侧,在试板左端定位焊缝处引弧,并用长弧稍作停留进行预热,然后压低电弧在两钝边间作横向摆动。当钝边熔化的铁水与焊条金属熔滴连在一起,并听到
''噗噗''声时,形成第一个熔池,灭弧。
它的运条动作特点是:每次接弧时,焊条中心应对准熔池的2/3处,电弧同时熔化两侧钝边。当听到“噗噗”声后,果断灭弧,使每个新熔池覆盖前一个熔池2/3左右。
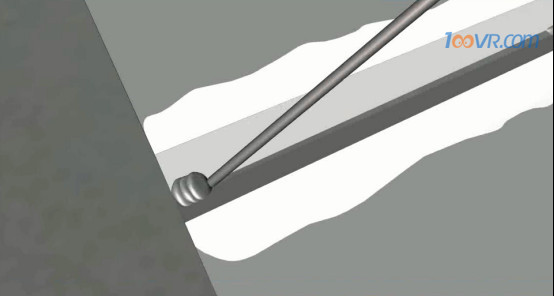
操作时必须注意:当接弧位置在熔池后端,接弧后再把电弧拉至熔池前灭弧,则易造成焊缝夹渣。此外,在封底焊时,还易产生缩孔,解决办法是提高灭弧频率,由正常50次/分一60次/分,提高到80次/分左右。
在换焊条收弧前,在熔池前方做一熔孔,然后回焊5mm左右,再收弧,以使熔池缓慢冷却。
迅速更换焊条,在弧坑后部20mm左右起弧,用长弧对焊缝预热,在弧坑后10mm左右压低电弧,用连弧手法运条到弧坑根部,并将焊条往熔孔中压下,听到“噗噗”击穿声后,停顿2s左右灭弧,即可按断弧封底法进行正常操作。
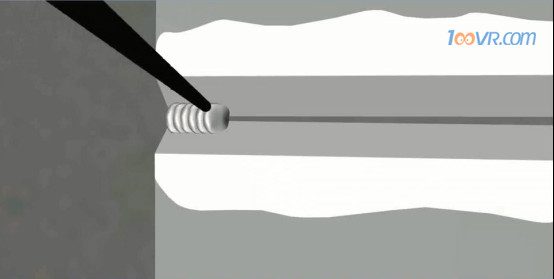
2.填充焊
施焊前先将前一道焊缝熔渣、飞溅清除干净,修正焊缝的过高处与凹槽,特别是死角处要清理干净。
采用的焊接电流为155A,电弧电压为21-22V,焊接速度为90-100mm/min。
进行填充焊时,焊条与焊板保持85-90°,焊条的运条方法可采用月牙形或锯齿形,填充焊采用直径4mm的焊条,焊条摆动到两侧坡口处稍作停留,做到两边停中间快,这是控制熔池温度的一种手段,其用意是提高焊缝两侧温度,保证两侧有一定的熔深,防止中间温度过高,使填充焊道略向下凹。

注意事项:摆动幅度应逐层加大,并在两侧稍作停留。填充焊时不得击穿根部焊道,焊层高度要低于母材坡口表面1mm,最好略呈凹形,要注意不要熔化坡口两侧的棱边,以便于盖面焊时掌握焊缝宽度,以便使盖面时能看清坡囗和不使焊缝高度超高。
3.盖面焊
采用直径4.0mm焊条,焊条与焊接方向的夹角应保持在85-90°左右,采用月牙形运条法。采用的焊接电流为155A,电弧电压为20-21V,焊接速度为85-90mm/min。
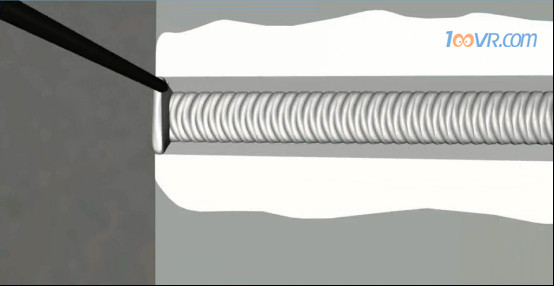
运弧的幅度稍大些,以坡口两侧熔合0.5-1mm为宜,运弧时应遵循两边慢中间快的原则,焊条摆动到坡囗边缘时应稍作停顿,以免产生咬边。熔池形状是平直的最后成形才是平滑过渡,所使用的焊接电流应稍微小一点,要使熔池形状和大小保持均匀一致,焊条与焊接方向夹角应保持85-90°左右。
换焊条收弧时应对熔池填熔滴铁水,迅速更换焊条,并在弧坑前约10mm左右出引弧,然后将电弧退至弧坑的2/3处,填满弧坑后就可正常进行焊接。
接头时应注意:若接头位置偏后,则使接头部位焊缝过高。若偏前,则造成焊道脱节。盖面层的收弧可采用3~4次断弧引弧收尾,以填满弧坑,使焊缝平滑为准。
以上,就是100唯尔教育关于焊条电弧焊的部分内容,如果对其中的课程内容及其VR仿真资源感兴趣,可以直接上100唯尔教育搜“焊条电弧焊”就可以看到对应的课程列表了。