新闻资讯
你真的明白电火花加工的原理吗? 电火花和电弧有什么区别?电火花温度有多高?

领先的电火花加工技术是什么样的?电火花成形加工是精密模具制造的重要工艺。如今越来越多的精密部件要求日趋严苛,对电火花成形加工在质量、效率方面都提出了新的要求,传统的电火花成形加工技术甚至已不能适应发展需求。或许你在生产中天天接触电火花加工,但是,你对电火花加工真的很了解吗?
首先,你知道电火花技术是怎么来的吗?1943年,前苏联科学院院士拉扎连柯夫妇研究开关触点遭受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可使局部的金属熔化、气化而被蚀除,开创和发明了电火花加工。
那么,电火花加工的原理是什么呢?让我们通过一段视频,来了解电加工的原理及其微观机理过程。
电火花加工的微观机理过程视频 ▼
听不懂视频中的英文介绍也没有关系,以下是关于电火花加工原理的详细介绍。
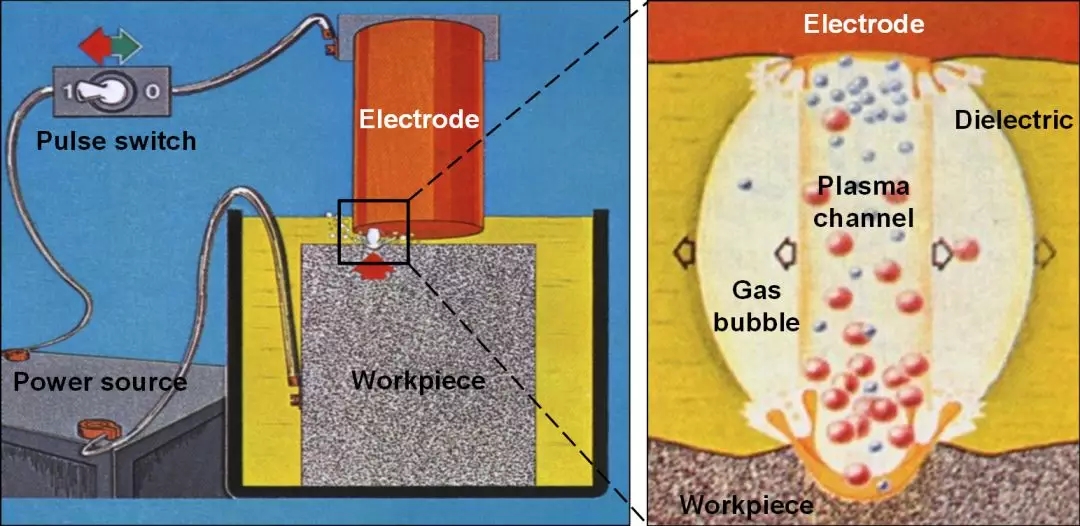
电火花加工是通过脉冲放电微观过程中产生的高温(瞬间温度高达10000°C),融化材料并蚀除材料的加工方法。
01 一次脉冲放电的微观过程
电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间很短,但它是电磁学、热力学和流体力学等综合作用的过程,是相当复杂的。综合起来,一次脉冲放电的过程可分为以下几个阶段:
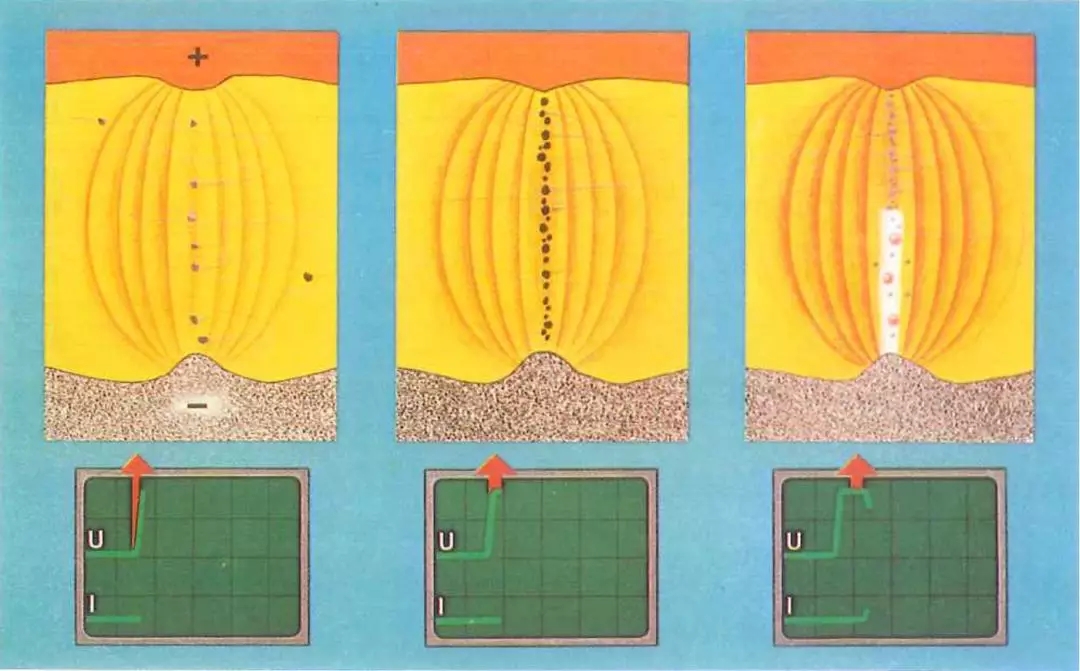
1)极间介质的电离、击穿及放电通道的形成
当脉冲电压施加于工具电极与工件之间时,两极之间立即形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是很不均匀的,两极间离得最近的突出点或尖端处的电场强度一般为最大。当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到最大值。由于通道直径很小,所以通道中的电流密度很高。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20~30V),电流则由0上升到某一峰值电流。
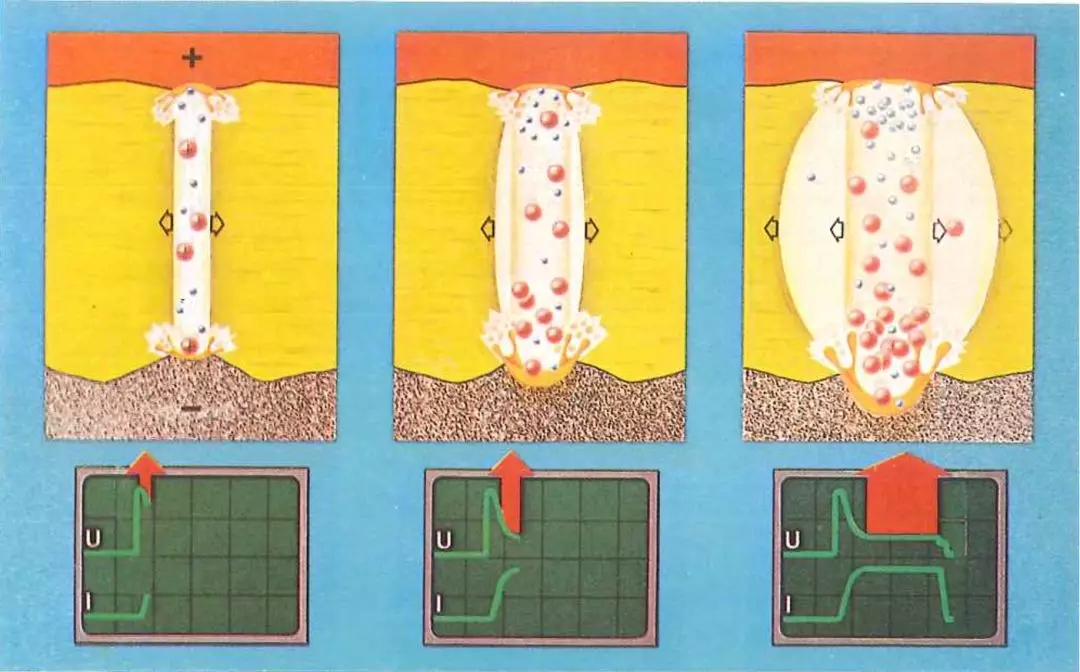
2)介质热分解、电极材料熔化、汽化热膨胀
极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变为热能。于是在通道内正极和负极表面分别成为瞬时热源,达到很高的温度。通道高温将工作液介质汽化,进而热裂分解汽化。这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有爆炸的特性。观察电火花加工过程,可以看到放电间隙间冒出气泡,工作液逐渐变黑,并听到轻微而清脆的爆炸声。电火花加工主要靠热膨胀和局部微爆炸,使熔化、汽化了的电极材料抛出蚀除。
3)电极材料的抛出
通道和正负极表面放电点瞬时高温使工作液汽化和金属材料熔化、汽化,热膨胀产生很高的瞬时压力。通道中心的压力最高,使汽化了的气体不断向外膨胀,压力高处的熔融金属液体和蒸汽,就被排挤、抛出而进入工作液中。由于表面张力和内聚力的作用,使抛出的材料具有最小的表面积,冷凝时凝聚成细小的圆球颗粒。
熔化和汽化了的金属在抛离电极表面时,向四处飞溅,除绝大部分抛入工作液中并收缩成小颗粒外,还有一小部分飞溅、镀覆、吸附在对面的电极表面上。这种互相飞溅、镀覆以及吸附的现象,在某些条件下可以用来减少或补偿工具电极在加工过程中的损耗。实际上,金属材料的蚀除、抛出过程比较复杂的,目前,人们对这一复杂的机理的认识还在不断深化中。
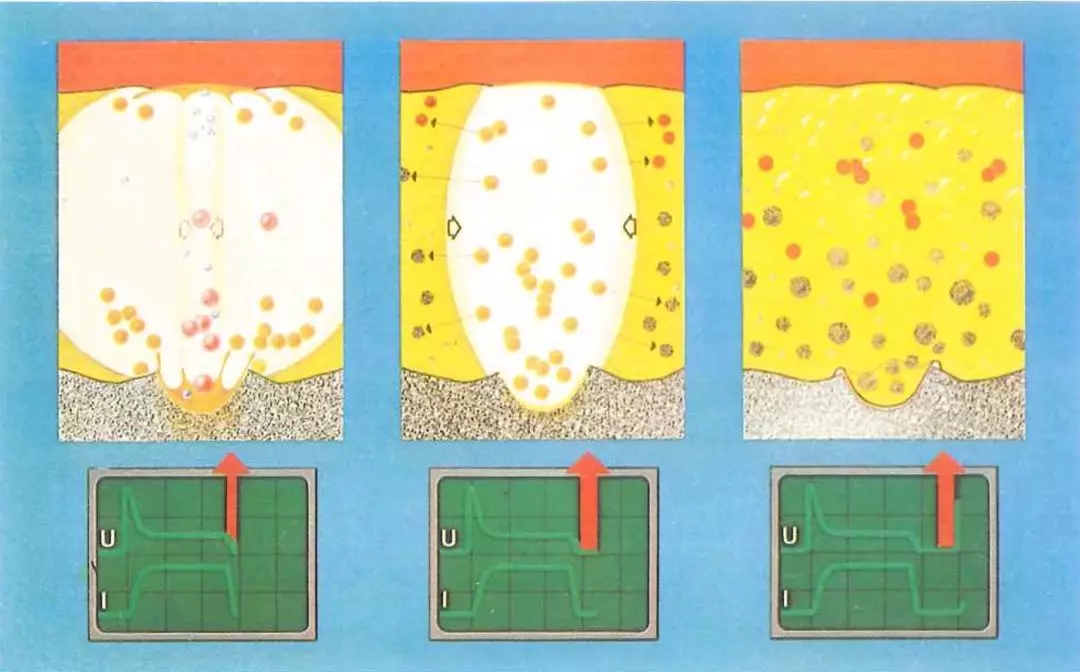
4)极间介质的消电离
随着脉冲电压的结束,脉冲电流也迅速降为零,但此后仍应有一段间隔时间,使间隙介质消电离,即放电通道中的带电粒子复合为中性粒子,恢复本次放电通道处介质的绝缘强度,以及降低电极表面温度等,以免下次总是重复在同一处发生放电而导致电弧放电,从而保证在两极间最近处或电阻率最小处形成下一次击穿放电通道。
由此可见,为了保证电火花加工过程正常地进行,在两次脉冲放电之间一般要有足够的脉冲间隔时间。此外,还应留有余地,使击穿、放电点分散、转移,否则仅在一点附近放电,易形成电弧。
02五种不同的放电状态
放电状态指电火花加工中放电间隙内每一个脉冲放电时的基本状态。一般分为五种放电状态,如下图所示。
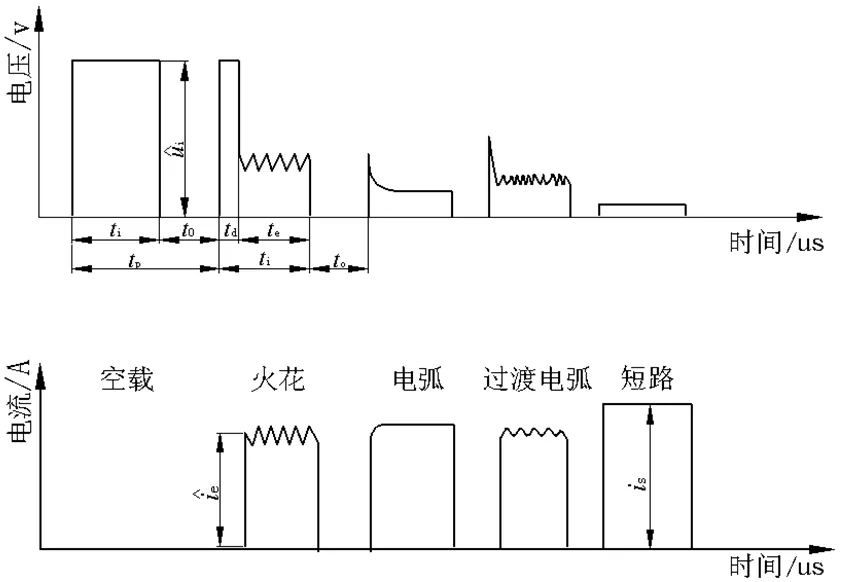
脉冲参数与脉冲电压、电流波形
1)开路(空载脉冲)
放电间隙没有击穿,间隙上有大于50V的电压,但间隙内没有电流流过,为空载状态。
2)火花放电(工作脉冲,或称有效脉冲)
间隙内绝缘性能良好,工作液介质被击穿后能有效地抛出、蚀除金属。其波形特点是:电压上有、和波形上有高频振荡的小锯齿。
3)短路(短路脉冲)
放电间隙直接短路,这是由于伺服进给系统瞬时进给过多或放电间隙中有电蚀产物搭接所致。间隙短路时电流较大,但间隙两端的电压很小,没有蚀除加工作用。
4)电弧放电(稳定电弧放电)
由于排屑不良,放电点集中在某一局部而不分散,局部热量积累,温度升高,恶性循环,此时火花放电就成为电弧放电。由于放电点固定在某一点或某一局部.因此称为稳定电弧,常使电极表面积炭、烧伤。电弧放电的波形特点是和高频振荡的小锯齿基本消失。
5)过渡电弧放电(不稳定电弧放电,或称不稳定火花放电)
过渡电弧放电是正常火花放电与稳定电弧放电的过渡状态,是稳定电弧放电的前兆。波形特点是击穿延时很小或接近于零,仅成为一尖刺,电压电流表上的高频分量变低或成为稀疏的锯齿形。
以上各种放电状态在实际加工中是交替、概率性地出现的(与加工规准和进给量、冲油、污染等有关),甚至在一次单脉冲放电过程中,也可能交替出现两种以上的放电状态。
电火花和电弧有什么区别,两者的温度有多高?究竟有多危险!
电火花电极间的击穿放电、电弧是大量的电火花汇集而成的。
一般电火花的温度都很高,特别是电弧,温度可高达6000℃,因此,电火花和电弧不仅能引起可燃物燃烧,还能使金属熔化、飞溅,构成危险的火源。在有爆炸危险的场所,电火花和电弧更是引起火灾和爆炸的一个十分危险的因素。
在生产和生活中,电火花是经常见到的。
电火花大体包括工作火花和事故火花两类。
1、工作火花

是指电气设备正常工作时或正常操作过程中产生的火花。如直流电机电刷与整流子滑动接触处、交流电机电刷与滑环滑动接触处电刷后的微小火花、开关或接触器开合时的火花、插销拔出或插入时的火花等。
2、事故火花

是线路或设备发生故障时出现的火花。如发生短路或接地时出现的火花、绝缘损坏时出现的闪光、导线连接松脱时的火花、保险丝熔断时的火花、过电压放电火花、静电火花、感应电火花以及修理工作中错误操作引起的火花等。
3、其他
此外,电动机转子和定子发生摩擦(扫膛)或风扇与其它部件相碰也都会产生火花,这是由碰撞引起的机械性质的火花。

还应当指出,灯泡破碎时,炽热的灯丝有类似火花的危险作用。

电气设备本身,除多油断路器可能爆炸,电力变压器、电力电容器、充油套管等充油设备可能爆炸外,一般不会出现爆炸事故,以下情况可能引起空间爆炸。
1.周围空间有爆炸性混合物,在危险温度或电火花作用下引起空间爆炸。
2.充油设备的绝缘油在电弧作用下分解和汽化,喷出大量油雾和可燃气体,引起空间爆炸。
3.发电机氢冷装置漏气、酸性蓄电池排出氢体等,形成爆炸性混合物,引起空间爆炸。