新闻资讯
普通车床要如何加工长轴?一文教你如何车削细长轴 老师傅是这样操作的
细长轴的车削对于普通的车床来说,一直是个难点,如何解决变形问题,装夹是很讲究的,在细长轴车削加工中,车刀主 要几何参数的选择、切削用量三要素的选择,以及车削细长轴经常遇到的问题的处理方法, 这对生产实践具有很好的指导作用。今天咱们看看老师傅是怎么做的。。。
一、细长轴的加工特点
所谓细长轴是指轴的长径比 l / d ≥ 20 的轴,当 l / d ≥ 100 时则称为细长杆。细长轴加工特点 :
1.刚性差细长的工件由于自重下垂,高速旋转时受到离心力、车削时受到切削力都极 易使其产生弯曲变形。工件弯曲越大,车削时振动越大,表面质量精度也越难以保证。
2.热变形大细长轴车削时热扩散性差、 线膨胀大, 当工件两端顶紧时易产生弯曲变形。
3.加工疵病多在细长轴加工的整个工艺过程中,要求操作者技术水平高,操作细心, 如某一加工环节处理不当, 就容易产生问题, 如径向跳动、弯曲及产生竹节、波纹、锥度 等加工疵病。因此,在车削细长轴时,对机床的调整、辅具的应用、刀具、切削用量等都提 出了较严格的要求。
细长轴定义
工件的长度与直接之比大于25的轴类零件(l/d>25)称为细长轴。
细长轴的装夹方法
1、两顶尖间安装细长轴,此方法没有安装误差,易保证工件同轴度。但刚性差,易产生震动。用于长度与直径比不是很大,余量较少,需多次安装的工件。
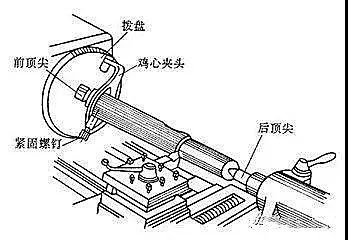
2、一夹一顶装夹细长轴,为避免重复定位,卡爪夹持部分应较短,或在卡爪与轴之间垫入∅4mm×20mm的钢丝。一夹一顶比两顶尖刚性好,应用较广泛。
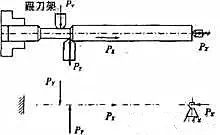
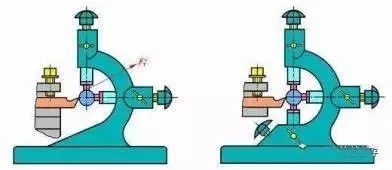
在车削长度与直径比较大的细长轴时,应采用反向进给切削法,车刀从卡盘方向往尾座方向进给,使工件受轴向拉力,能消除震动,提高加工质量。
3、使用中心架支承细长轴
①中心架直接支承在工件中间,当工件可以分段车削时,在毛坯中部车处一段支承中心架的沟槽,其表面粗糙度值小,同轴度公差小,保持与车床旋转中心同轴。
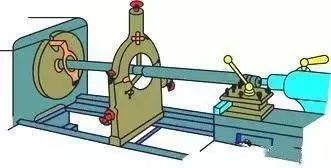
②用过渡套筒支承细长轴,中心架支承爪与过渡套筒的外圆接触,过渡套筒的两端各装有四个螺钉,用螺钉夹住毛坯工件,并调整过渡套筒外圆轴线与车床旋转轴线重合。
4、使用跟刀架支承细长轴
①两爪跟刀架,跟刀架跟随车刀移动,车刀给工件的切削抗力,使工件贴在跟刀架的两个支承爪上,减少变形。
②三爪跟刀架,三爪跟刀架下面一个支承爪承受工件重力,可克服两爪跟刀架的不足,使车削时稳定,不易产生震动。
跟刀架的支承爪与工件的接触压力要适中,不宜过大或过小,接触压力过大,出现竹节形,接触压力过小,跟刀架不起作用,出现多棱形。
③套圈式跟刀架,套圈安装在专用的跟刀架里,车刀在两套圈间进行车削。
细长轴热变形伸长
车细长轴时,要考虑热变形的影响。工件热变形伸长量可用下式计算
△L=αlL△t
式中 △L——工件热变形伸长量(mm);
αl——材料线膨胀系数(1/℃);
L——工件总长(mm);
△t——工件升高的温度(℃)。
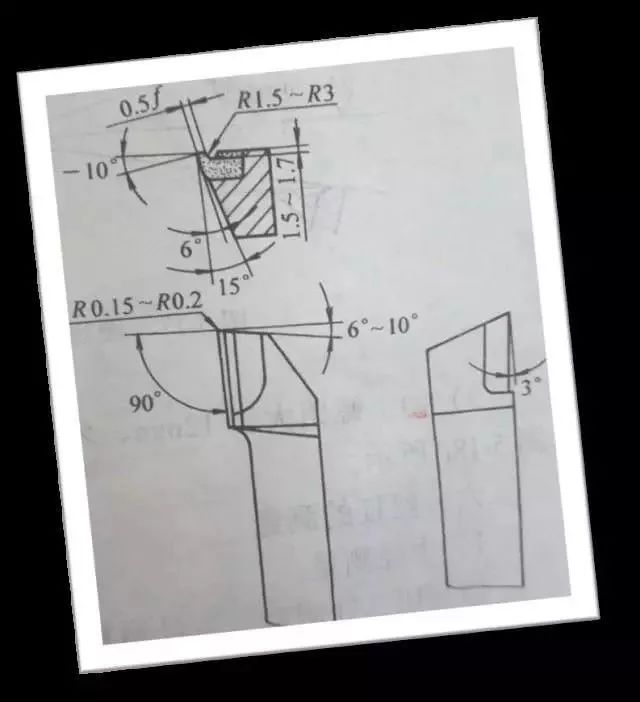
细长轴外圆车刀要求及几何参数
外圆车刀,要求切削力小,减小背向力,切削温度低,切削刃锋利,排屑流畅,刀具寿命长,刀具可采用下图所示。
加工细长轴难点及采取的措施
1、细长轴的刚性很差,在切削力,重力等作用下易产生弯曲变形、震动;
增加刚性,减少工件弯曲变形。
① 采用中心架、跟刀架提高工件的刚性。
② 增大车刀主偏角,减小背向力。
③ 采用反向进给切削法,使工件受轴向拉力,消除震动。
2、在切削过程中,工件受热伸长量大,加剧弯曲变形,严重时会使工件在顶尖间卡住;
解决工件热变形伸长。
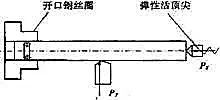
① 使用弹性回转顶尖,补偿工件热变形伸长。
② 加注充分切削液,降低切削温度。
③ 刀具保持锐利,减少车刀与工件的摩擦发热。
3、加工时一次进给所需的时间较长,刀具磨损较大。
合理选择刀具。
① 选用耐磨性好的硬质合金材料。
② 合理选择车刀几何形状。
③ 精准刃磨刀具,降低刀具表面粗糙度。
细长轴的车削加工是机械加工中比较常见的一种加工方式。由于细长轴刚性差,车削时 产生的受力、 受热变形较大, 很难保证细长轴的加工质量要求。通过采用合适的装夹方式和 先进的加工方法, 选择合理的刀具角度和切削用量等措施, 可以保证细长轴的加工质量要求。
声明:本微信转载文章出于数控编程教学,