新闻资讯
车床课程:C616车床数控化改造
数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好地解决了现代机械制造中结构复杂、精密、批量小、多变零件的加工问题,且能稳定产品的加工质量,大幅度地提高生产效率。但从目前企业面临的情况看,因数控机床价格较贵,一次性投资较大使企业心有余而力不足。我国作为机床大国,对普通机床数控化改造不失为一种较好的良策。本文针对目前国内企业现状,提出简易型经济数控改造思路和设计方法供数控技术人员参考。
数控改造设计任务与总体方案确定
C616车床主要用于对中小型轴类、盘类以及螺纹零件的加工,这些零件加工工艺要求机床应完成的工作内容有:控制主轴正反转和实现其不同切削速度的主轴变速;刀架能实现纵向和横向的进给运动,并具备在换刀点自动改变四个刀位完成选择刀具;冷却泵、润滑泵的启停;加工螺纹时,应保证主轴转一转,刀架移动一个被加工螺纹的螺距或导程。这些工作内容,就是数控化改造数控系统控制的对象。察看C616车床及有关资料,并且参照数控车床的改造经验,确定总体改造方案为:
①对机床的改造部位是:拆掉手动刀架和小拖板装上数控刀架;拆掉普通丝杆、光杆进给箱、溜板箱,换上滚珠丝杠螺母副;主轴后端加一光电编码器用波纹管连接,供加工螺纹使用;
②数控系统选用江苏东方数控新技术公司生产的NIM-9702数控系统;
③驱动系统的设计。由于改造设计的是简易型经济数控,所以在考虑具体方案时,基本原则是在满足需要的前提下,对于机床尽可能减小改动量,以降低成本。
总体改造如图1所示。
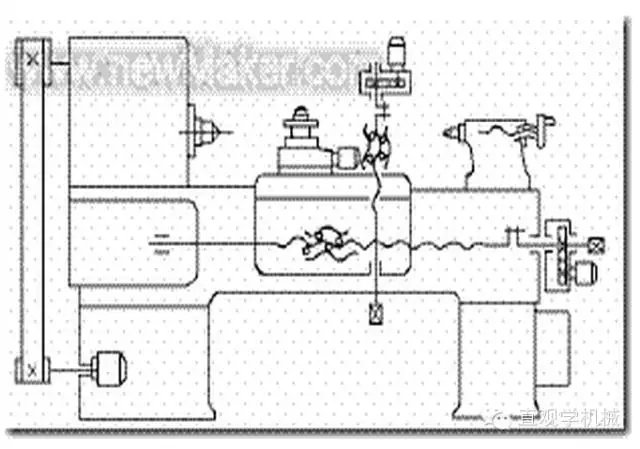
图1 C616车床总体改造图
数控改造机械部分设计
纵向进给机构的改造。拆除原机床的进给箱,利用原机床进给箱的安装孔和销孔安装齿轮箱体。滚珠丝杠仍安装在原丝杠的位置,两端采用原固定方式,这样可减小改装现场,并由于滚珠丝杠的摩擦系数小于原丝杠,从而使纵向进给整体刚性略优于以前。
横向进给机构改造。保留原手动机构,用于调整操作,原有的支撑结构也保留,步进电机、齿轮箱体安装在中拖板的后侧。
纵、横向进给机构都采用了一级齿轮减速,并用双片齿轮错齿法消除间隙,双片齿轮间没有加弹簧自动消除间隙,因为弹簧的弹力很难适应负载的变化情况。当负载较大时,弹簧弹力显得小,起不到自动消除间隙的作用;当负载较小时,弹簧弹力又显得大,则加速齿轮的磨损。为此采用人工定期调整螺钉紧固的办法来消除间隙。
刀架的改造。拆除原刀架和小拖板,换上数控刀架。
光电编码器与车床主轴之间用弹性元件联结,具体用波纹管联结。
纵、横向齿轮箱和丝杠全部加防护罩,以保持防尘和机床整体美观。改造后的横向进给系统如图2所示。

图2横向进给系统图
4数控系统简介及I/O连接
NIM-9702数控系统特点及主要技术指标:
(1)是以单片机为核心的两坐标联动经济型数控系统;
(2)图形跟踪CRT显示;
(3)最小输出增量:X轴0.005,Z轴0.01;
(4)具有直线、圆弧、螺纹插补和间隙、刀具补偿功能;
(5)程序输入方式:键盘、RS-232C;
NIM-9702数控系统I/0接口主要实现与编码器接口、步进电机控制接口、数控刀架接口和开关量输入输出接口。
主轴编码器反馈信号接口。9芯D型插座,接受主轴编码器的头脉冲、码道脉冲,所选编码器每转脉冲应为1200P或2400P。
X轴、Z轴及主轴控制接口。15芯D型插座,用来控制X轴、Z轴步进电机的运动和主轴的转速。
开关量输入输出接口。37芯D型插座,开关量输入输出类型:①冷却液控制口;②辅助输入输出口;③刀架控制信号;④主轴控制信号;⑤主轴换档控制口;⑥超程信号输入口;⑦回零信号输入口。
RS-232通讯接口。9芯D型插座,用于连接RS232C接口的计算机或外部设备。
5驱动系统改造设计
(1)步进电机驱动模块选择及控制设计
步进电机驱动模块选杭州中达电机厂生产的型号为ZD-HB2068驱动模块,该驱动模块采用恒相流、变脉宽PWM调制、全功率MOS管组成驱动桥,动态性能好,可靠性高,其控制电路设计如图3所示。
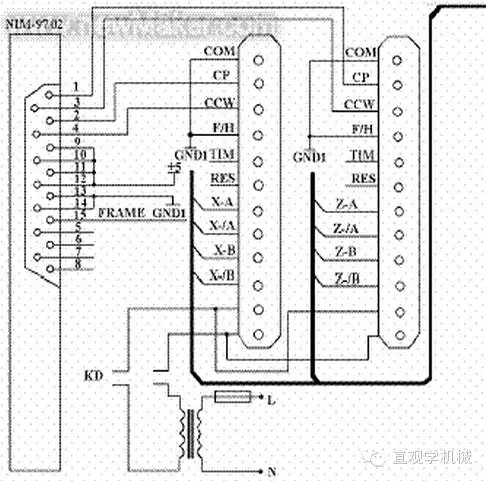
图3驱动电路
图中CP控制脉冲输入(来自于数控系统的工作指令);CW/CCW旋转方向指令输入,接高电平改变方向;F/H步距角切换指令输入,高电平为1.50;TIM为相原点输出指令端;RES清零端。
(2)主电路设计
主轴变速以及正、反转控制采用变频器调速控制,数控刀架正、反转通过改变电路相序来实现,电路设计如图4所示。
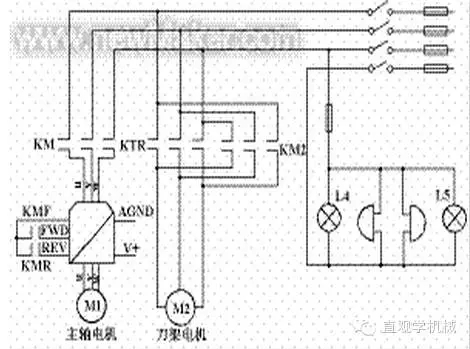
图4主电路
(3)主控电路设计
主控电路完成数控系统、主轴电机、数控刀架以及驱动系统供电控制。电路设计如图5所示。
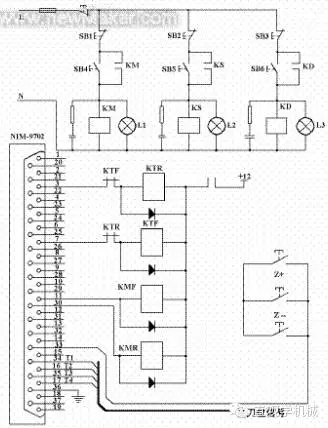
图5主控电路