新闻资讯
工程皮带输送机安装操作技巧:皮带输送机安装顺序、6个部位安装要求及维护保养要点、皮带跑偏5种处理方法

皮带输送机结构简单、输送能力大,广泛应用在矿山、冶金等领域。提高皮带机可靠性和稳定性主要从设备安装和运行维护方面着手。工程皮带输送机安装操作技巧有哪些?皮带输送机安装顺序怎么安排?皮带传送带安装要求及维护保养要点有哪些?皮带跑偏处理方法有哪些? 皮带输送机工作过程中,如果发生突然停机或是无法正常工作的问题,会影响整条生产线的正常运行,造成严重的经济损失。因此要熟练掌握其安装操作的技术,并能够有效的解决常见故障。
皮带机结构
常见皮带输送机的结构主要由驱动装置、滚筒、拉紧装置、制动装置、输送带和托辊等部分组成,如图1所示。


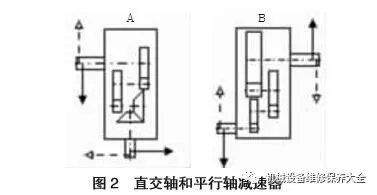
驱动装置包括传动滚筒、减速器、电动机和制动器等。减速器从结构形式上分主要有直交轴和平行轴减速器,如图2所示。
皮带输送机的安装顺序

测量放线→基础验收→机头设备运输→拉紧装置运输→中间架运输→机尾运输→机头设备安装找正→拉紧装置安装找正→中间架安装→机尾安装→胶带硫化展放→单机试运行→试运行。
皮带输送机的安装和技术措施

1.皮带输送机的主体安装顺序
其主体的安装顺序应为先安装头架,然后是各节的中间架,最后是安装尾架。在安装机架之前,应先确定输送机的中心位置,输送机的所有工作运行中心都是应在一条直线上的。
在安装各节机架的过程中,输送距离的纵向中心位置应是一致的,并且纵向水平倾斜角度必须是在可允许的范围内的。
单排机架对中心线的误差范围应为正负0.1mm,并且输送机全长上对机架中心的误差也是要小于35mm的。当保证了所有单节机架的摆放位置是正确无误之后,才可以将所有部分连接起来,连接完成后,应对安装的牢固程度以及中心位置的准确程度进行检查。
2.驱动装置的安装
驱动装置在皮带输送机正常运行时提供牵引力,是皮带输送机的核心装置。
驱动装置安装时,要确保皮带输送机中心线和传动滚筒轴线垂直,并且保证输送机的中心线与驱动滚筒宽度的中央是重叠的,确保传动滚筒和转向滚筒轴的水平度不应超过0.3‰,传动滚筒和改向滚筒宽度中心线与皮带输送机纵向中心线不重合度不超2mm,传动滚筒和改向滚筒轴心线与皮带输送机纵向中心线的不垂直度不超滚筒宽度的2‰。而传统的轴线与减速器的轴线也应是呈平行状态的。
另外,应先找平所有轴和滚筒,保证没有负载和动力情况下的良好运行。轴的水平误差范围应是0.5-1.5mm内。
在安装驱动装置的过程中,也可以同时安装相应的张紧装置,皮带输送机的中心线与张紧装置的滚筒轴线也应是呈垂直状态的。
驱动装置安装调试时,保证电动机无异常声音、无异常发热和振动现象;减速器试运转时没有异常声音和异常振动现象,箱体表面温度不超标准,齿面无过量磨损,紧固螺栓不松动;制动器和逆止器无异常声音和发热现象,各转动销轴无卡住或异常磨损。
3.各部位托辊的安装
此步骤是安装皮带输送机很重要的一个环节,它对皮带输送机的工作效率以及使用寿命都有着重要的影响。托辊安装在机架上,对输送带起支撑作用,使输送带悬垂度不超规定要求。要求托辊转动灵活,且与皮带输送机中心线垂直,托辊无异常声音和卡死现象。机架中心线与皮带输送机纵向中心线不重合度不超3mm;机架两槽钢对应点相对高低差不超3mm。
在相继安装完机架、传动装置以及张紧装置之后,就应进行安装托辊架以及上下托辊的操作了,输送带应逐渐呈弯弧的形状,并且弯转段的托辊架的间距应为正常托辊架的一半,安装完成后,要保证其具备足够的灵活性和可靠性。
4.输送带的安装
输送带是皮带输送机的主要组成部分,贯穿于皮带输送机的全长。减少输送带的故障率,是提高皮带输送机寿命和降低运行费用的重要方法。
在输送带安装过程中,要保证输送带接头质量必须平直、不起胶、不鼓气泡、黏合紧密、光滑;两卷输送带的中心线不重合度小于3mm。胶带机运转过程中,输送带不打滑、不跑偏,跑偏量不得超过带宽的5%。
5.拉紧装置的安装
拉紧装置可以补偿输送带弹性和塑性形变,使输送带有足够的张力,防止皮带输送机打滑。
拉紧装置钢丝绳不能有生锈和断丝现象,输送带不能出现松驰现象;尽量安装在靠近传动滚筒的空载分支上,有利于启动和制动时不产生打滑现象;尽量安装在输送带张力最小的地方,从而减小拉紧力。
6.保护装置的安装
防滑保护装置安装在皮带输送机回程带上面,对于固定皮带输送机,防滑保护装置装在机头卸载滚筒与驱动滚筒之间;
堆料保护安装在两部皮带输送机搭接处,保护触头应在卸载滚筒前方吊挂,保护触头吊挂高度不得高于卸载滚筒下沿;
跑偏保护成对安装,且机头、机尾处各安装一组,使用专用托架固定在皮带输送机机架上;
温度传感器安装在皮带输送机的主动滚筒附近,温度探头应紧贴主滚筒外壁。
7.多部皮带输送机搭接安装
多部皮带输送机搭接时,物料从前一部皮带输送机卸载处落到后部皮带输送机的受料处。皮带输送机安装时,前一部皮带输送机卸载滚筒与后部皮带输送机之间落差要保持在1m左右(图3所示)。保证物料能够顺利卸载到受料皮带输送机上,而又不会有太大的冲击力。
8.安装完成后的各项调试工作
在安装机架、滚筒以及托辊的过程中,还应同时满足以下的条件:
(1)所有的滚筒均应保持平行的状态,并且互相排列成行;
(2)所有的托辊也应保持水平平行的状态,并且相互排列成行;
(3)当前期的准备工作操作完成后,才可以将机架安装在楼板或是基础上,固定好皮带输送机后,开始安装给料装置和卸料装置;
(4)所有的支承结构架均应保持横向平行并且是呈直线的状态,所以当安装驱动滚筒以及托辊架的过程完成后,应立即校正输送机的水平位置和中心位置。
5.空转试机
还要提前进行空转试机的操作,要保证输送带的工作是没有跑偏现象的,同时托辊运转时的运行规律、输送带表面与导料板的接触程度、驱动部分的运转温度等参数也都是应符合使用要求的。还要进行必要的调试工作,只有都确认无误后,才可以运转试机。
皮带输送机的维护保养
皮带输送机的工作场所须保持清洁,确保电动机、液力偶合器和减速器等具有良好的散热条件;
在皮带输送机的运行过程中,尽量避免频繁启动;
工作前应仔细检查液力偶合器等是否漏油、钢丝绳是否松弛、输送带是否跑偏等现象;
不允许较大物料直接装载,以免砸伤输送带。
定期对皮带输送机进行保养,有利于提高皮带输送机的使用寿命和减少皮带输送机的故障率。
确保皮带输送机托辊密封圈内填满润滑脂,托辊转动灵活;
减速器、液力偶合器等装置不漏油;
定期检查紧固部位是否牢固可靠;
定期检查输送带接头,发现断裂及时修理或更换。
前期安装是皮带输送机稳定运行的基础,应该严格执行安装技术要求,从源头排查隐患。维护保养是皮带输送机稳定运行的保障。因此,要严抓检修制度和检修工人业务技能,预防皮带输送机发生故障。
皮带输送机皮带跑偏的处理方法
皮带的跑偏现象是其运转过程中最常见的故障,要想有效的解决此类问题,必须提高安装的精度以及加强日常的维修和保养工作。
1.正确安装调心托辊组

安装调心托辊组时,是可以采取多种方式的,比如说四连杆式、立辊式以及中间转轴式,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的,其受力情况和承载托辊组偏斜受力情况相同。
尾部滚筒的调整方法与头部滚筒刚好相反。具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
通常情况下,这种方法对于皮带输送机具备双向的运行状态或是皮带输送机的总长度较短时是比较适用的,这主要是由于与较长的皮带机相比,较短的皮带输送机更容易出现跑偏的情况并且也不易调整,而较长的皮带输送机如果采用此方法则会影响皮带的使用寿命。
2.调整皮带输送机的张紧处

避免皮带跑偏的另一个有效的解决方法就是有效的调整皮带输送机的张紧处,重锤张紧位置处的上端有两个改向的滚筒,这两个改向的滚筒不仅要与皮带的长度方向呈垂直的状态,同时也要与其轴的中心线呈水平的状态。
另外,如果采用了液压油缸张紧或是螺旋张紧时,张紧滚筒的两个轴承座必须是处于同步等量平移的状态的,这样才能始终保证皮带的纵向方向与滚筒的轴线呈垂直的状态。
3.注意皮带的工作方向与跑偏趋势
对于双向运行的皮带输送机来说,一旦其出现跑偏的问题,与单向皮带输送机相比其处理跑偏问题的难度要更高些。
而在对其的调整过程中,应先调整某一个方向,然后再调整另外的方向,具体的操作时,应认真的观察皮带的工作方向与跑偏趋势的关系,然后在逐个的对其调整。
调整的关键步骤应是对改向滚筒和驱动滚筒的调整工作,接着是对物料的落料点以及托辊的调整工作。
另外,在皮带的硫化接头的位置处,应始终保证皮带断面的长度方向的受力是均匀的,如果选择的牵引方式是手拉葫芦的方式,那么两侧的受力情况应是始终相同的。
4.有效的调整改向滚筒以及驱动滚筒的位置
此步骤对于有效的防止皮带出现跑偏现象也是很重要的一个环节。在一个皮带输送机的设备中,是有若干个滚筒的,而每一个滚筒的安装位置与皮带输送机长度的运动方向的中心位置处都应是呈垂直的状态的,如果没有呈垂直的状态并且偏斜很大时,那么就一定会出现跑偏的现象。
与调整托辊组的方法类似,对于头部位置处的滚筒来说,如果跑偏的方向偏向于左侧,那么左侧的轴承座就应向前移动,或是右侧的轴承座向后移动;如果跑偏的方向是偏向于右侧的,那么右侧的轴承座就应向前移动,或是左侧的轴承座向后移动。而对于尾部的滚筒来说,其调整的方法与头部滚筒的调整方法是完全相反的。
5.调整其承载作用的托辊组的位置
当皮带输送机的皮带在整个设备的中部位置处出现了跑偏的问题时,处理跑偏问题的一个很有效的方法就是调整起承载作用的托辊组的位置。为方便进行相应的调整工作,在制造的过程中,托辊组两侧的安装孔都应加工生产成长孔的形状。
具体的调整方法为:在确定了皮带跑偏的方向是偏向于哪一侧时,则托辊组的那一侧就应向着皮带的前进方向向前移动,也可以是托辊组的另外一侧向后移动。
由于跑偏的调整工作是要经过一段的运行时间后才能知道调整的效果,从而确定调整后的运行状态是否符合要求,因此要注意每次调整工作的移动量。
皮带输送机在生产线中的作用十分关键的,做好安装调试和维护保养工作,才能保证生产的安全和稳定。欢迎留言沟通您遇到的问题。