新闻资讯
电子SMT专业实训:通孔元器件的焊接合格条件
印制电路组件板上所有的通孔插装元器件在焊接时有各种各样的焊接情况,为了更好地判断和理解其焊接可接受条件,下面就针对通常的操作情况进行介绍,便于在焊接质量及工艺要求上进行判定和把关。
一、焊点外观要求
焊点外观应整洁,有光泽,无毛刺、拉尖、气孔、挂锡、堆锡、锐边、虚焊、漏焊、不润湿等缺陷。
通常,物体和焊料之间有一个凹面弯月形的光滑外形,并且呈现出焊点的平滑、连续均匀、良好润湿等外观形象。焊点不应有焊剂残渣及夹杂物,锡量适中并略显露引线轮廓(露骨焊)。
润湿角θ小于30°的为优良焊点。焊点θ角略大于30°,θ≤45°视为合格焊点,焊点θ角为40°~55°,这样的焊点焊料稍多一些,润湿应是可接收的焊点,焊接后焊点θ角为55°~75°,如图4-87所示,这样的焊点焊料就太多了,给人有堆积感,这种焊点容易隐藏焊接缺陷,一般情况下应判为差或不合格焊点。焊接后焊点θ角为55°~75°,这样的焊点焊料就太多了,给人有堆积感,这种焊点容易隐藏焊接缺陷,一般情况下应判为差或不合格焊点。焊接后其焊点θ角为75°~90°,这样的焊点焊料太多,无法判断其润湿性,很容易隐藏焊接缺陷,带来产品服役后的可靠性问题,因此是不合格的焊点。
润湿角是指金属表面和熔融焊料交界面,熔融焊料表面在其交点处切线和金属表面间的夹角,用θ表示,焊点的润湿角如图1所示。
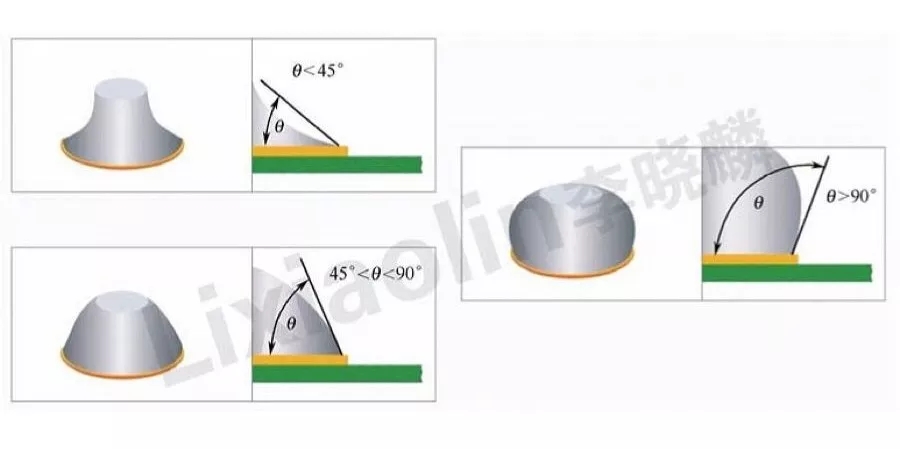
图1
焊点润湿角评定表:

二、焊点外观不合格的焊接判定
印制电路组件板上常见的焊点外观不合格工艺判定有以下几种情况。
①各种原因造成的焊接温度不够,使得焊点最终形成像橘皮似的皱褶,表面不光滑,这种外观的焊点称为冷焊,如图2所示。
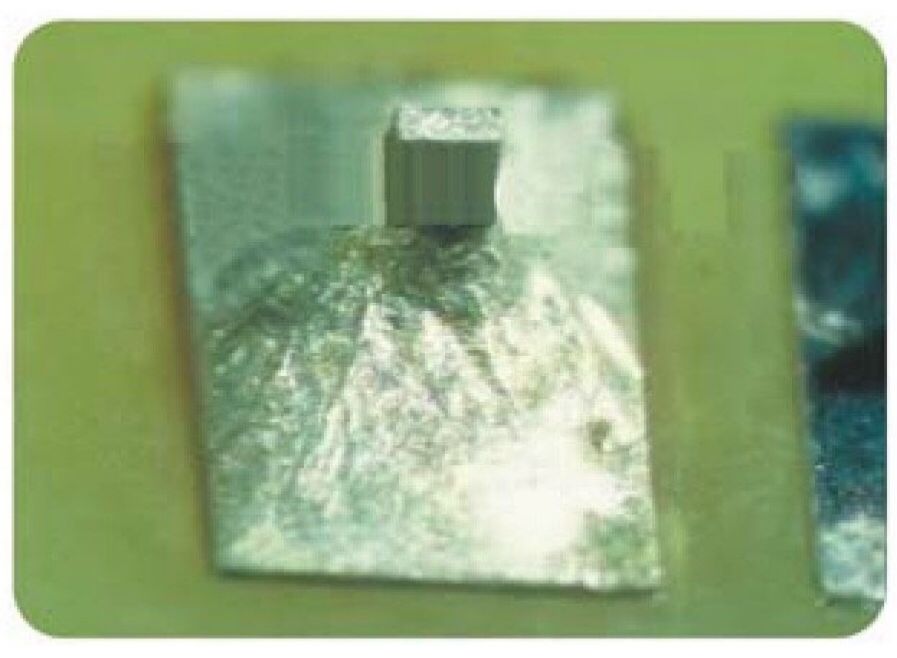
图2
②由于电烙铁抽出时机与焊丝配合不当或温度的原因,造成焊点拉尖,如图3所示。
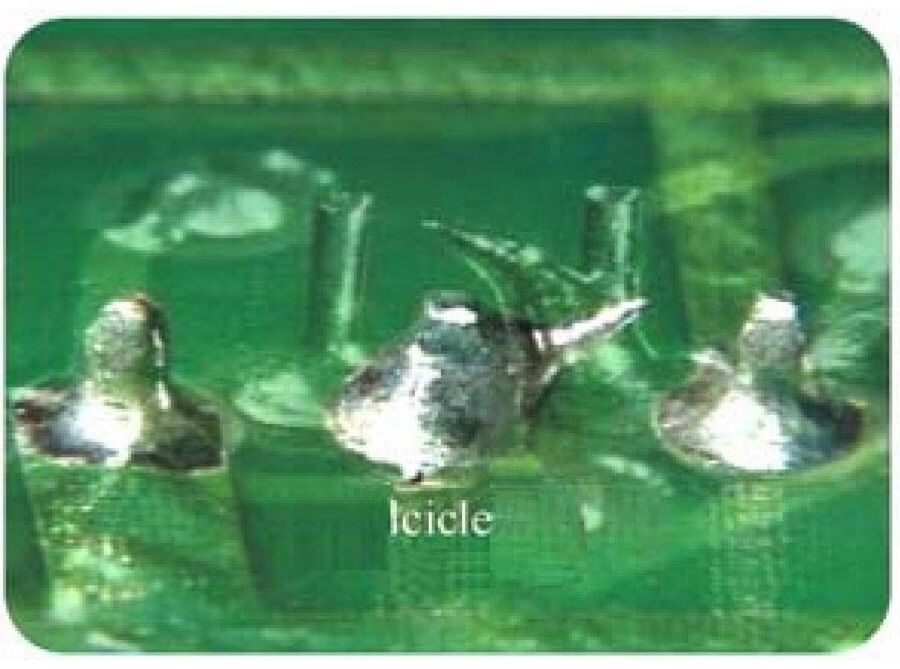
图3
③元器件引脚与焊盘产生了空洞,且焊料的连续性差,润湿不好,引脚修剪不符合工艺要求,如图4所示。

图4
④焊料爬升末端与元器件引脚处产生了裂缝,可能是由于引脚的润湿性不好(这种情况焊接后不能看见,当元器件受到某种震动时就很容易产生这种裂缝),也可能是由于焊点在冷却时受到了不应有的扰动产生了裂缝,这种焊接裂缝的缺陷情形如图5所示。

图5
⑤如果焊接的温度较高,会造成焊料表面呈现出微微发红或颜色加深且有皱纹,焊点表面没有光泽的焊点。
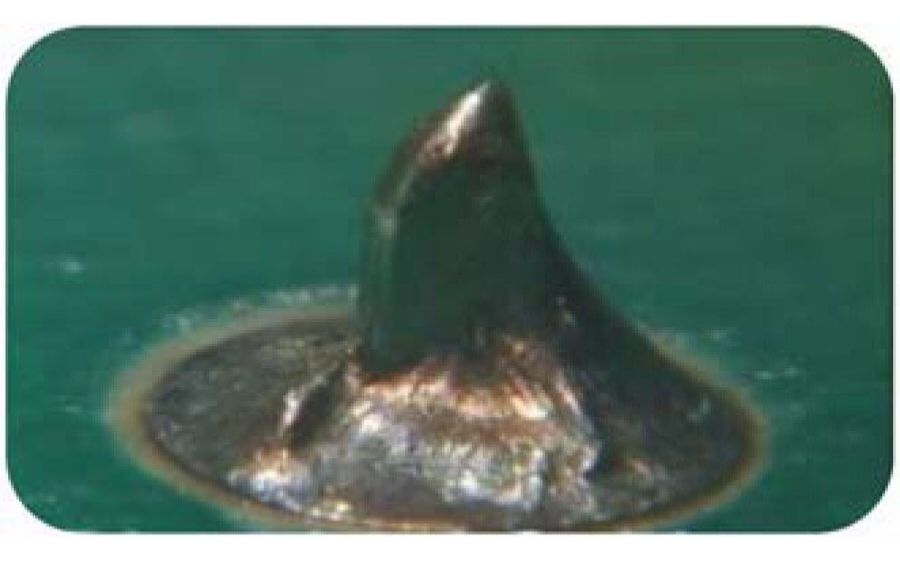
图6
⑥在焊盘处PCB由于过热而造成的热损伤,这种过热不是像⑤中的那种电烙铁温度高的过热,而是焊接的时间过长、焊接次数的过多而造成的现象,因为焊点的表面没有⑤中所呈现的表征,只是在焊盘的周围产生了使基材变颜色的现象,因此是过热所致,如图7所示。
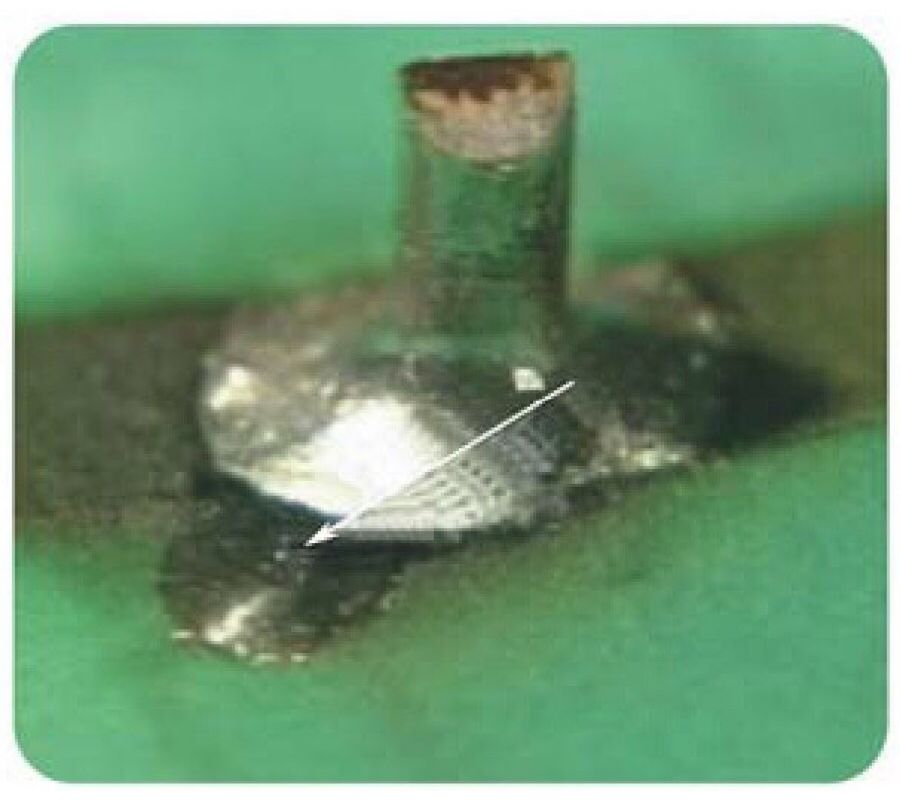
图7
⑦在PCB焊接中,由于种种原因(如焊盘的可焊性、元器件引脚的可焊性、引脚预处理问题、焊接时间和温度的把握等因素),都会造成焊点不润湿的情况发生。一般情况下,焊点不润湿就是大家所说的“虚焊”,这种焊接缺陷在PCB的焊接中是比较常见的。它们所表现出来的特征常常有以下几种外观表现,如图8(a)~(f)所示。

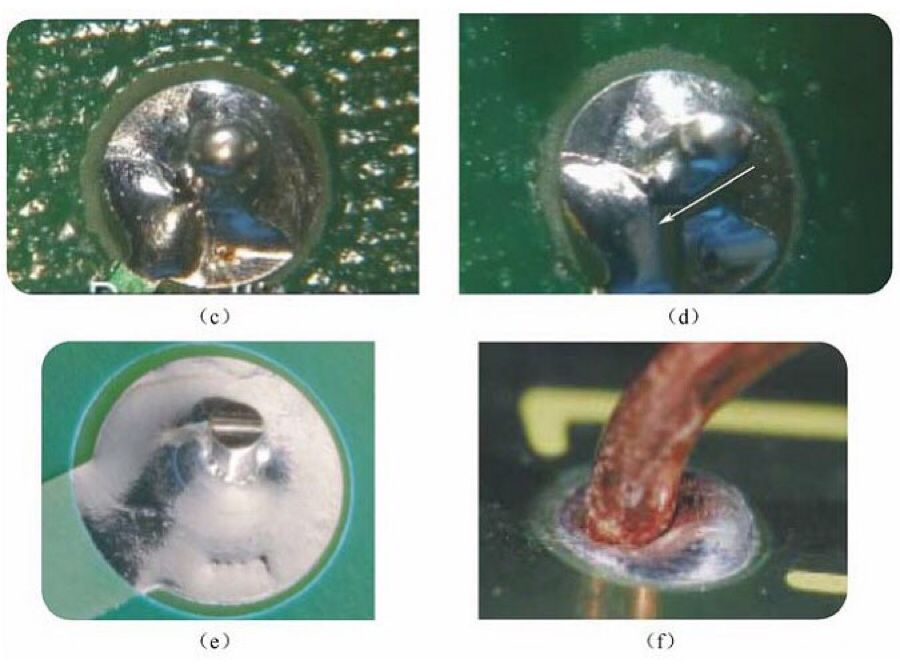
图8
三、焊接时印制电路板板面的不合格
①在焊接过程中,由于焊膏的原因(焊膏中水分问题,从冰箱中拿出回温时间不够等原因)使得在熔融时造成了焊料的飞溅从而形成锡珠;手工焊接时操作上的不规范动作,任意甩锡造成了锡珠等,这种现象表现在PCB的焊盘周围,如图9中箭头所示。
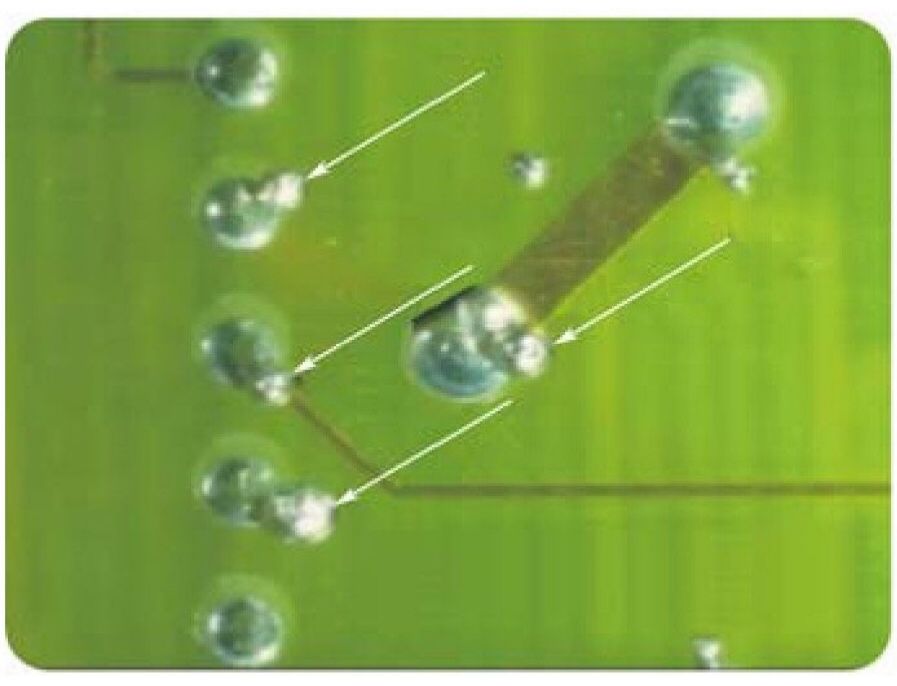
图9
②引起锡珠的情况除了在焊盘周围产生外,还有一种情况就是锡珠呈现在PCB板面的任何地方,它们的存在破坏了印制导线或焊盘的最小电气间隙要求,如图10(a)中所示;锡珠呈现在器件上,如图10(b)所示。这些锡珠虽然没有附着在印制导线上,如果清除不掉的话,这种金属多余物在一定条件下就有可能造成电路致命故障(短路的可能),因此应该视为不合格。
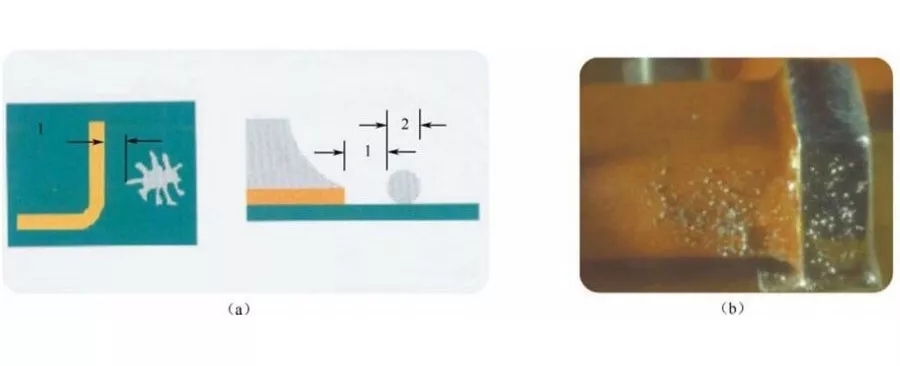
图10
③印制导线上由焊料引起的桥接,如图11所示。
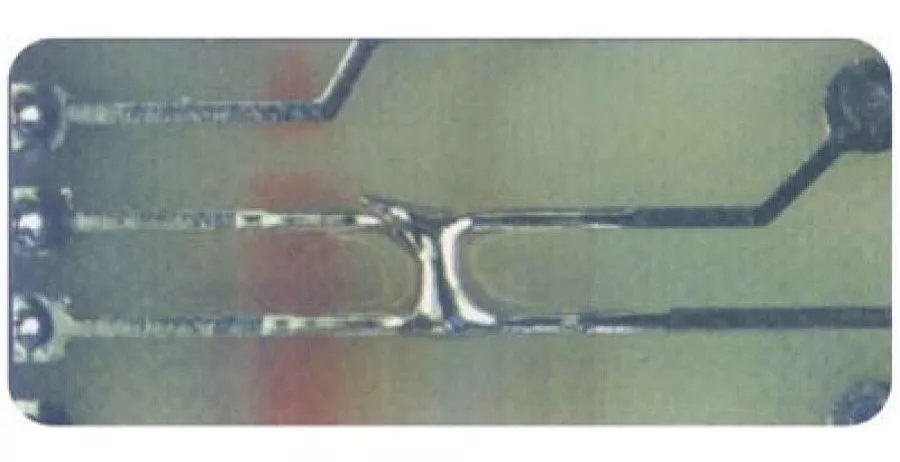
图11
④在PCB板面上有时也会产生由焊料带来的桥接,这种焊料桥接像一个网状,一般情况下,这种网状似的桥接常常是由于焊膏印刷时所带来的焊料污染,在再流过炉时形成的,如图12所示。
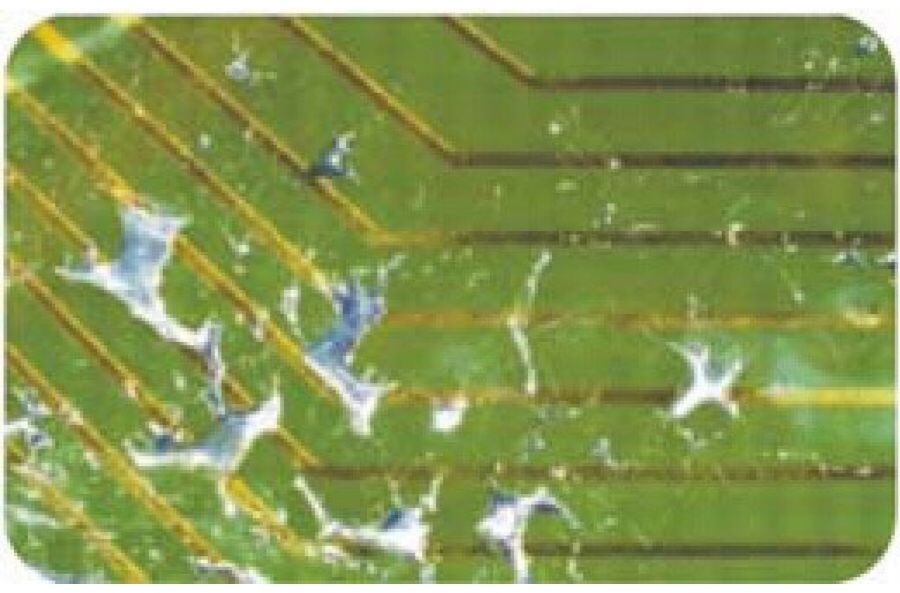
图12
四、元器件引脚与焊料、焊盘不合格的判定
①元器件引脚和焊点间有裂缝、空洞视为不合格,如图13所示。
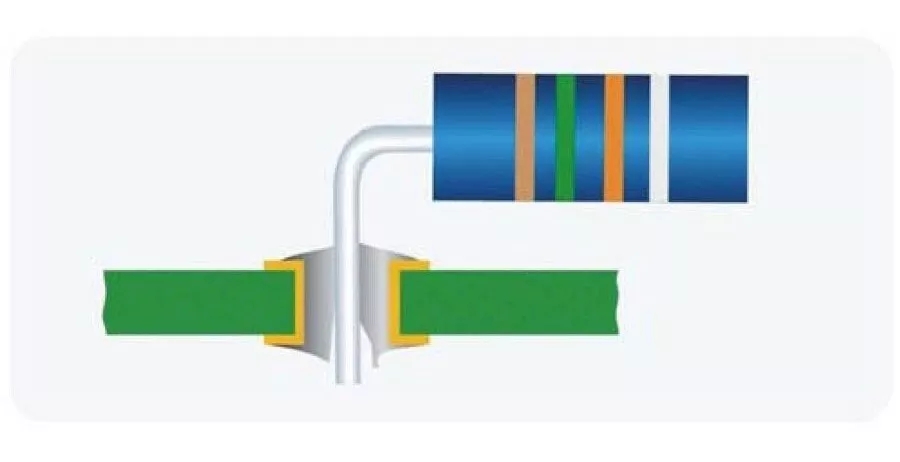
图13
②焊接时因为焊料太多而碰到元器件本体或封装口“A”,则视为不合格,如图14所示。
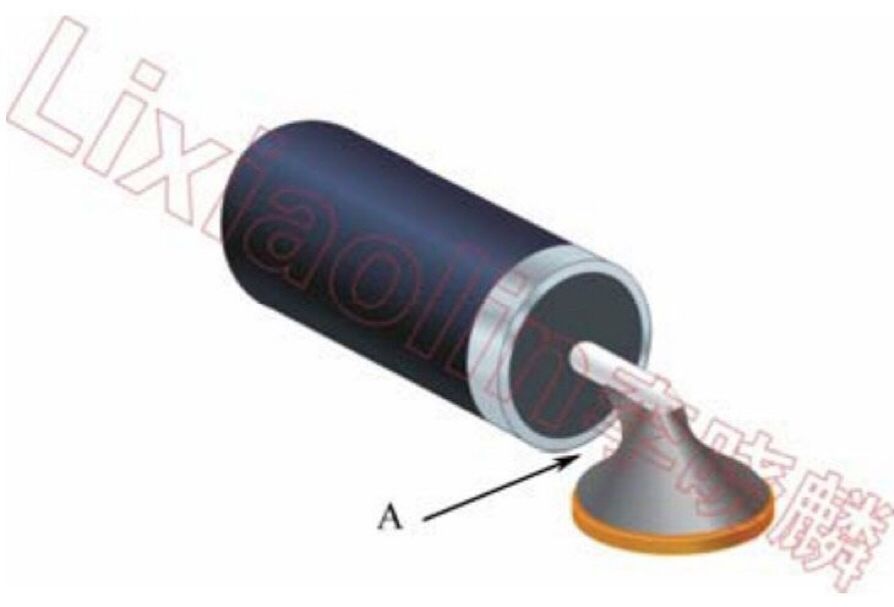
图14
③元器件引脚上的焊料太多造成焊接时爬升太高,焊料已过了引脚的弯曲点,这样的焊点应视为不合格,如图4-73所示。对于这样的不合格情况,可以采用吸锡绳在多余焊料部分进行吸掉,然后紧接着烙铁朝引脚根部、焊盘底部方向抽出,这样就可将爬到引脚弯曲部位的焊料引下,从而获得一个满足要求的焊点。
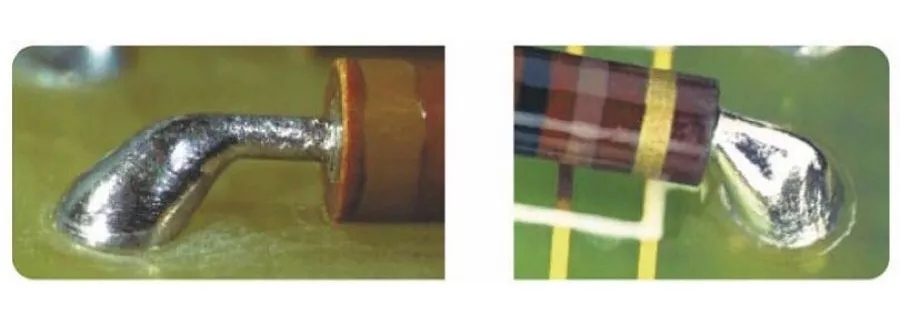
图15
根据李晓麟老师的印制电路组件装焊工艺与技术改编