新闻资讯
涨姿势,电子制造人士不可错过的数控机床分类总结
做了这么久的数控机床了!还不知道怎么“分类”吧!你了解数控机床吗?数控机床的品种规格很多,分类方法也各不相同。涨姿势,电子制造人士不可错过的数控机床分类总结,现在车床被广泛的应用,那么大家知道车床配件有哪些吗?自动车床配件其实并没有那么多和杂,只要多了解一下机床的分类,就能更熟悉车床配件了。 一般可根据功能和结构,按下面 4 种原则进行分类

一、按机床运动的控制轨迹分类
⑴ 点位控制的数控机床
点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对于点与点之间的运动轨迹的要求并不严格,在移动过程中不进行加工,各坐标轴之间的运动是不相关的。为了实现既快又精确的定位,两点间位移的移动一般先快速移动,然后慢速趋近定位点,以保证定位精度,如下图 所示,为点位控制的运动轨迹。

具有点位控制功能的机床主要有数控钻床、数控铣床、数控冲床等。随着数控技术的发展和数控系统价格的降低,单纯用于点位控制的数控系统已不多见。
⑵ 直线控制数控机床
直线控制数控机床也称为平行控制数控机床,其特点是除了控制点与点之间的准确定位外,还要控制两相关点之间的移动速度和路线(轨迹),但其运动路线只是与机床坐标轴平行移动,也就是说同时控制的坐标轴只有一个(即数控系统内不必有插补运算功能),在移位的过程中刀具能以指定的进给速度进行切削,一般只能加工矩形、台阶形零件。
其有直线控制功能的机床主要有比较简单的数控车床、数控铣床、数控磨床等。这种机床的数控系统也称为直线控制数控系统。同样,单纯用于直线控制的数控机床也不多见。
⑶ 轮廓控制数控机床
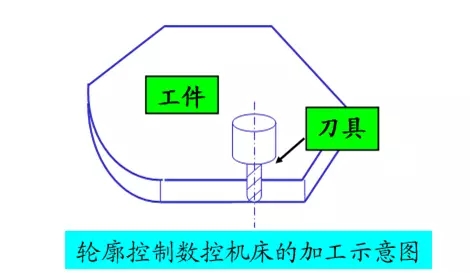
轮廓控制数控机床也称连续控制数控机床,其控制特点是能够对两个或两个以上的运动坐标的位移和速度同时进行控制。
为了满足刀具沿工件轮廓的相对运动轨迹符合工件加工轮廓的要求,必须将各坐标运动的位移控制和速度控制按照规定的比例关系精确地协调起来。
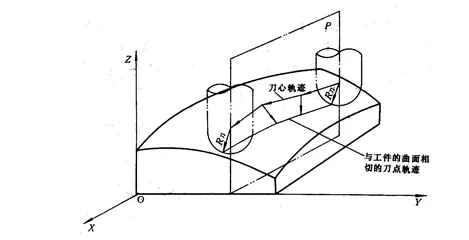
因此在这类控制方式中,就要求数控装置具有插补运算功能.所谓插补就是根据程序输入的基本数据(如直线的终点坐标、圆弧的终点坐标和圆心坐标或半径),通过数控系统内插补运算器的数学处理,把直线或圆弧的形状描述出来,也就是一边计算,一边根据计算结果向各坐标轴控制器分配脉冲,从而控制各坐标轴的联动位移量与要求的轮廓相符合在运动过程中刀具对工件表面进行连续切削,可以进行各种直线、圆弧、曲线的加工.轮廓控制的加工轨迹。
这类机床主要有数控车床、数控铣床、数控线切割机冰、加工中心等,其相应的数控装置称为轮廓控制数控系统,根据它所控制的联动坐标轴数不同,又可以分为下面几种形式
① 二轴联动:主要用于数控车床加工旋转曲面或数控铣床加工曲线柱面。
② 二轴半联动:主要用于三轴以上机床的控制,其中两根轴可以联动,而另外一根轴可以作周期胜进给。
③ 三轴联动:一般分为两类,一类就是 X /Y/Z 三个直线坐标轴联动,比较多的用于数控铣床、加工中心等.另一类是除了同时控制 X /Y/Z 中两个直线坐标外,还同时控制围绕其中某一直线坐标轴旋转的旋转坐标轴。
如车削加工中心,它除了纵向(Z轴)、横向(X轴)两个直线坐标轴联动外,还需同时控制围绕 Z 轴旋转的主轴(C轴)联动。
④ 四轴联动:同时控制 X /Y/Z 三个直线坐标轴与某一旋转坐标轴联动。
⑤ 五轴联动:除同时控制X /Y/Z 三个育线坐标轴联动外.还同时控制围绕这这些直线坐标轴旋转的 A 、 B 、 C 坐标轴中的两个坐标轴,形成同时控制五个轴联动这时刀具可以被定在空间的任意方向.
比如控制刀具同时绕 x 轴和 Y 轴两个方向摆动,使得刀具在其切削点上始终保持与被加工的轮廓曲面成法线方向,以保证被加工曲面的光滑性,提高其加工精度和加工效率,减小被加工表面的粗糙度。

二、 按伺服控制的方式分类
⑴ 开环控制数控机床
这类机床的进给伺服驱动是开环的,即没有检测反馈装置,一般它的驱动电动机为步进电机,步进电机的主要特征是控制电路每变换一次指令脉冲信号,电动机就转动一个步距角,并且电动机本身就有自锁能力.
数控系统输出的进给指令信号通过脉冲分配器来控制驱动电路,它以变换脉冲的个数来控制坐标位移量,以变换脉冲的频率来控制位移速度,以变换脉冲的分配顺序来控制位移的方向。
因此这种控制方式的最大特点是控制方便、结构简单、价格便宜.数控系统发出的指令信号流是单向的,所以不存在控制系统的稳定性问题,但由于机械传动的误差不经过反馈校正,故位移精度不高。
早期的数控机床均采用这种控制方式,只是故障率比较高,目前由于驱动电路的改进,使其仍得到了较多的应用。尤其是在我国,一般经济型数控系统和旧设备的数控改造多采用这种控制方式。另外,这种控制方式可以配置单片机或单板机作为数控装置,使得整个系统的价格降低。
⑵ 闭环控制机床
这类数控机床的进给伺服驱动是按闭环反馈控制方式工作的,其驱动电动机可采用直流或交流两种伺服电机,并需要配置位置反馈和速度反馈,在加工中随时检测移动部件的实际位移量,并及时反馈给数控系统中的比较器,它与插补运算所得到的指令信号进行比较,其差值又作为伺服驱动的控制信号,进而带动位移部件以消除位移误差。
按位置反馈检测元件的安装部位和所使用的反馈装置的不同,它又分为全闭环和半闭环两种控制方式。
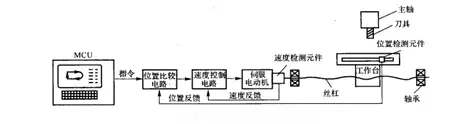
① 全闭环控制
如图所示,其位置反馈装置采用直线位移检测元件(目前一般采用光栅尺),安装在机床的床鞍部位,即直接检测机床坐标的直线位移量,通过反馈可以消除从电动机到机床床鞍的整个机械传动链中的传动误差,从而得到很高的机床静态定位精度。
但是,由于在整个控制环内,许多机械传动环节的摩擦特性、刚性和间隙均为非线性,并且整个机械传动链的动态响应时间与电气响应时间相比又非常大.这为整个闭环系统的稳定性校正带来很大困难,系统的设计和调整也都相当复杂因此,这种全闭环控制方式主要用于精度要求很高的数控坐标幢床、数控精密磨床等。
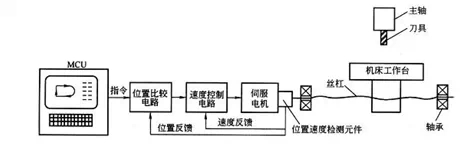
② 半闭环控制
如图所示,其位置反馈采用转角检测元件(目前主要采用编码器等),直接安装在伺服电动机或丝杠端部。由于大部分机械传动环节未包括在系统闭环环路内,因此叫获得较稳定的控制特性。丝杠等机械传动误差不能通过反馈来随时校正,但是可采用软件定值补偿方法来适当提高其精度.目前,大部分数控机床采用半闭环控制方式
⑶ 混合控制数控机床
将上述控制方式的特点有选择地集中,可以组成混合控制的方案。如前所述,由于开环控制方式稳定性好、成本低、精度差,而全闭环稳定性差,所以为了互为弥补,以满足某些机床的控制要求,宜采用混合控制方式。采用较多的有开环补偿型和半闭环补偿型两种方式
三、按工艺用途分类:
数控机床是从普通机床的基础上发展起来的,各种类型的数控机床基本上起源于同类型的普通机床,按工艺用途分为:
1)数控车床(NC Lathe)
2)数控铣床(NCMilling Machine)
3)加工中心(MachineCenter)
4)数控钻床(NCDrilling Machine)
5)数控镗床(NCBoring Machine)
6)数控平面磨床(NC SurfaceGrinding Machine)
7)数控外圆磨床(NC ExternalGrinding Machine)
8)数控轮廓磨床(NC ContourGrinding Machine)
9)数控坐标磨床(NC JigGrinding Machine)
10)数控工具磨床(NC ToolGrinding Machine)
11)数控电火花加工机床(NCDiesinking Electric Discharge Machine)(NC EDM Machine)
12)数控线切割机床(NCWire Electric Discharge Machine)
13)数控激光加工机床(NCLaser Beam Machine)
14)数控工具磨床(NCPunching Machine or Punching Press)
15)数控超声波加工机床(NCUltrasonic Machine)
16)数控齿轮加工机床 (NCGear Holling Machine)
还有数控等离子切割机,数控火焰切割机、数控折弯机、数控弯管机、数控
水切割机等等。
四、按数控系统的功能水平分类
按数控系统的功能水平,通常把数控系统分为低、中、高三类。这种分类方式,在我国用的较多。低、中、高三档的界限是相对的,不同时期,划分标准也会不同。就目前的发展水平看,可以根据一些功能及指标,将各种类型的数控系统分为低、中、高档三类。其中中、高档一般称为全功能数控或标准型数控。
⑴ 金属切削类
指采用车、铣、撞、铰、钻、磨、刨等各种切削工艺的数控机床。它又可被分为以下两类。
①普通型数控机床 如数控车床、数控铣床、数控磨床等。
②加工中心 其主要特点是具有自动换刀机构的刀具库,工件经一次。装夹后,通过自动更换各种刀具,在同一台机床上对工件各加工面连续进行铣(车)键、铰、钻、攻螺纹等多种工序的加工,如(幢/铣类)加工中心、车削中心、钻削中心等。

⑵ 金属成型类
指采用挤、冲、压、拉等成型工艺的数控机床,常用的有数控压力机、数控折弯机、数控弯管机、数控旋压机等。
⑶ 特种加工类
主要有数控电火花线切割机、数控电火花成型机、数控火焰切割机、数控激光加工机等。
⑷ 测量、绘图类
主要有三坐标测量仪、数控对刀仪、数控绘图仪等。
五、按照数控机床的应用范围分类
数控车床:
包括主轴、溜板、刀架等。数控系统包括显示器、控制面板、强电控制等。数控车床一般具有两轴联动功能,Z轴是与主轴平行方向的运动轴,X轴是在水平面内与主轴垂直方向的运动轴。远离工件方向为轴的正向。另外在最新的车铣加工中心,还增加了一个C轴,可用于工件的分度功能,在刀架中安放铣刀,对工件进行铣加工。刀具超过12把称为加工中心。数控车床主要用来加工轴类零件的内外圆柱面,圆锥面、螺纹表面、成形回转体面等。对于盘类零件可以进行钻孔、扩孔、绞孔、镗孔等。机床还可以完成车端面、切槽、倒角等加工。
数控铣床:
适于加工三维复杂曲面,在汽车、航空航天、模具等行业被广泛采用。可分为数控立式铣床、数控卧式铣床、数控仿形铣床等。
加工中心:
一般认为带有自动刀具交换装置(ATC)的数控镗铣床,称为加工中心。可以进行铣、镗、钻、扩、铰、攻丝等多种工序加工。不能包括磨削功能,因为微细的磨粒可能进入机床导轨,从而破坏机床的精度。而磨床上有特殊的保护措施。加工中心可分为立式加工中心、卧式加工中心。立式的主轴是垂直方向的,卧式的主轴是水平方向的。
数控钻床:
分为立式钻床和卧式钻床。主要完成钻孔、攻丝功能,同时也可以完成简单的铣削功能。刀库可以存放多种刀具。
数控磨床:
用在高硬度、高精度加工表面。平面磨床、内圆磨床、轮廓磨床等。随着自动砂轮补偿技术、自动砂轮修整技术和磨削固定循环技术的发展,数控磨床的功能越来越强。
数控电火花成形机床:(EDM Machine)
特种加工方法,利用两个不同极性的电极在绝缘体中产生放电现象,去除材料进而完成加工,适用于形状复杂的模具、难加工材料。
数控线切割机床:
原理与电火花成形机床一样,就是电极是电机丝,加工液一般是去离子水。