新闻资讯
【数控车削培训】G72端面车削固定循环图文详解~别愁学不会
2020-08-06 15:34:27来源:100唯尔
G72端面车削固定循环指令
对数控车床而言,非一刀加工完成的轮廓表面、加工余量较大的表面,采用循环编程,可以缩短程序段的长度,减少程序所占内存。各类数控系统复合循环的形式和使用方法(主要是编程方法)相差甚大,本课程以FANUC数控系统的车削固定循为主。
G72格式:
G72W(△d)R(e)
G72P(ns)Q(nf)U(△u)W(△w)F(f)
说明:
△d为Z方向每一刀的切削深度,
e为退刀量,
ns:精加工形状程序的第一个段号。
nf:精加工形状程序的最后一个段号。
△u:X方向精加工预留量的距离及方向。(直径/半径)
△w:Z方向精加工预留量的距离及方向。
例1
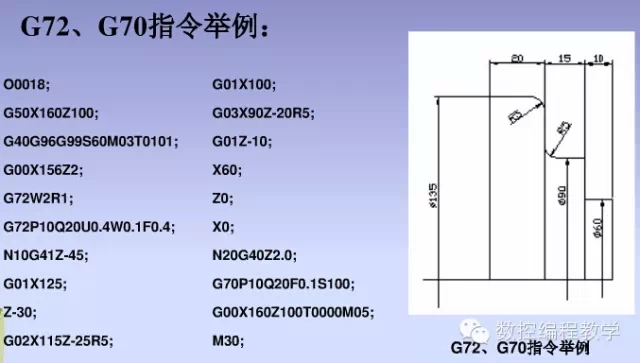

例2:G72端面粗车复合循环编程:
要求循环起点始点A(80,1)切削深度为1.2mm。退刀量为1mm,X方向精加工余量为0.2mm,Z方向精加工余量为0.5mm,其中点划线部分为工件毛坯。

