新闻资讯
【数控车削培训】数控车削固定循环指令的使用方法,值得收藏!

车削固定循环概念:对数控车床而言,非一刀加工完成的轮廓表面、加工余量较大的表面,采用循环编程,可以缩短程序段的长度,减少程序所占内存。各类数控系统复合循环的形式和使用方法(主要是编程方法)相差甚大,本课程以FANUC数控系统的车削固定循为主。
FANUC 0i-TA车削数控系统分为简单固定循环、复合固定循环和钻孔固定循环3类。
(1)简单固定循环
简单固定循环要求掌握以下3条指令:
① 外径/内径切削固定循环(G90)
编程格式:
G90 X(U) Z(W) F ;圆柱面粗车
G90 X(U) Z(W) R F ;锥形加工
式中:X、Z为圆锥面切削终点坐标值;U、W为圆锥面切削终点相对循环起点的增量值,R为切削始点与圆锥面切削终点的半径差。
② 螺纹车削循环G92
该指令可车削锥螺纹和圆柱螺纹,刀具从循环起点开始按梯形循环,最后又回到循环起点。
编程格式:
G92 X(U) Z(W) F ;直螺纹
G92 X(U) Z(W) R F ;锥螺纹
式中:X、Z为螺纹终点坐标值;U、W为螺纹终点相对循环起点的增量值,R为锥螺纹始点与终点的半径差,F为进给率,采用与螺距相对应的旋转进给率。
③ 端面车削固定循环(G94)
编程格式为
G94 X(U) Z(W) F
G94 X(U) Z(W) K(或R) F
式中:X、Z为圆锥面切削终点坐标值;U、W为圆锥面切削终点相对循环起点的增量值,K(或R)为端面切削始点与切削终点的在Z方向的坐标增量。
注意:G90和G94的应用条件。
(2)多重固定循环——重点掌握
① 外径粗车固定循环G71
G71适用于圆柱毛坯料粗车外圆和圆筒毛坯料粗车内径,图7-1为用G71粗车外径的加工路径。图中C是粗车循环的起点,A是毛坯外径与端面轮廓的交点,Δw是轴向精车余量;Δu/2是径向精车余量。Δd是切削深度,e是回刀时的径向退刀量(由参数设定)。(R)表示快速进给,(F)表示切削进给。
编程格式1:
G71 P(ns)Q(nf)U(Δu)W(Δw)D(Δd)F S T
注意:
▲ 当加工零件内轮廓时,上述程序指令就成为内径粗车固定循环。此时,径向精车余量Δu应指定为负值。
▲ 老版本的数控系统采用编程格式1,而新版本的数控系统采用编程格式2。
编程格式2:
G71 U(Δd)R(e)
G71 P(ns)Q(nf)U(Δu)W(Δw)F S T
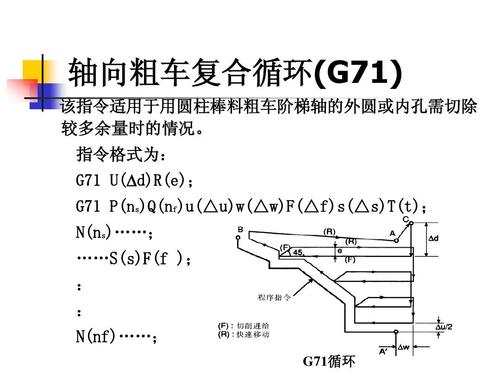
图7-1 外径粗车循环G71的加工路径
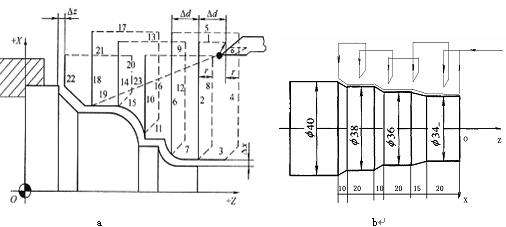
图7-2 端面粗车循环G72的加工路径
② 端面粗车固定循环G72。
G72适用于圆柱毛坯端面方向粗车,图7-2所示为从外径方向往轴心方向车削端面时的走刀路径。
编程格式1:
G72 P(ns)Q(nf)U(Δu)W(Δw)D(Δd)F S T
编程格式2:
G72 W(Δd)R(e)
G72 P(ns)Q(nf)U(Δu)W(Δw)F S T
③ 固定形状粗车循环G73
G73适用于毛坯轮廓形状与零件轮廓形状基本接近时的粗车,例如,一般锻件或铸件的粗车,这种循环方式的走刀路线如图7-3所示。
图7-3 固定形状粗车循环G73的走刀路径
编程格式1:
G73 P(ns)Q(nf)I(Δi)K(Δk)U(Δu)W(Δw)D(Δd)F S T
编程格式2:
G73 U(Δi) W(Δk) R(d)
G73 P(ns) Q(nf) U(Δu) W(Δw) D(Δd)F S T