新闻资讯
磨削加工时,影响磨削质量,机械加工产生磨削烧伤四大因素

什么叫磨削烧伤?机械加工过程中,在工件的加工区由于切削热会使加工表面温度升高。当温度超过金相组织变化的临界点时,就会产生金相组织变化。对于一般的切削加工,切削热大部份被切屑带走,影响不严重。对磨削加工而言,由于其产生的单位面积上的切削热要比一般切削加工大数十倍,故工件表面温度可高达1000℃左右,必然会引起表面层金相组织的变化,使表面硬度下降,伴随产生残余拉应力及裂纹,从而使工件的使用寿命大幅降低,这种现象称为磨削烧伤。综上,磨削烧伤,就是指由于磨削时的瞬时高温使工件表层局部组织发生变化,并在工件表面的某些部分出现氧化变色的现象。
磨削烧伤会降低材料的耐磨性、耐腐蚀性和疲劳强度,烧伤严重时还会出现裂纹。磨削烧伤产生时,工件表面层常会出现黄、褐、紫、青等烧伤色,它们是工件表面由于瞬时高温引起的氧化膜颜色。
一、磨削烧伤定义:磨削时,由于磨削区域的瞬时高温(一般为900-1500℃)到相变温度以上时, 形成零件表层金相组织发生变化(大多表面的某些部分出现氧化变色),使表层金属强度和硬度降低,并伴有残余应力产生,甚至出现微观裂纹,这种现象称为磨削烧伤。
二、磨削烧伤机理:当磨削表面产生高温时,如果散热措施不好,很容易在工件表面(从几十um到几百um)发生二次淬火及高温回火。如果磨削工件表面层的瞬间温度超过钢种的AC1点,在冷却液的作用下二次淬火马氏体,而在表层下由于温度梯度大,时间短,只能形成高温回火组织,这就使在表层和次表层之间产生拉应力,而表层为一层薄而脆的二次淬火马氏体,当承受不了时,将产生裂纹。
三、磨削烧伤的原因:
磨削烧伤处理的影响
a)残余奥氏体 磨削时残余奥氏体由于砂轮磨削时产生的热和压力而转变,同时可能伴随出现表面回火和磨削裂纹。残余奥氏体量应控制在30%以内。
b)渗层碳浓度 渗层碳浓度过高,在渗层组织中容易形成网状碳化物或过多的游离碳化物。由于这种物质极硬,在磨削过程中可能出现局部过热倾向和发生表面回火。渗层碳浓度过高,会使工件表面产生过多的残余奥氏体.从而导致烧伤和裂纹。因此,表面碳浓度增加,则降低了磨削性能,一般表面碳浓度应控制在0.75%-0.95%范围以内。
c)碳化物分布及形态 碳化物分布应均匀,粒度平均直径不大于lμm;碳化物形态应为球状、粉状或细点状沿网分布,不允许有网状或角状碳化物。
d)脱碳 热处理时.表面或环境保护不当会产生表面氧化,这样在工件上就会产生一层薄的脱碳层,这层软的脱碳层会引起砂轮过载或过热,从而造成表面回火。
e)回火 在保证硬度的前提下,回火温度尽可能高一些,回火时间尽可能长一些。这样可以提高渗碳淬硬表面的塑性,而且使残余应力得以平衡或降低.改善表面应力的分布状况。这样可以降低出现工件裂纹的机率,从而提高磨削工件的效率。
四、影响磨削烧伤的因素
1. 磨削用量
主要包括磨削深度、工件纵向进给量及工件速度。当磨削深度增大时,工件的表明温度及表层下不同深度的温度都会随之升高,磨削烧伤增加,故磨削深度不可过大;工件纵向进给量的增加使得砂轮与工件的表面接触时间相对减少,散热条件得到改善,磨削烧伤减轻;增大工件速度虽然使磨削区温度上升,但由于热源作用时间减少,金相组织来不及变化,总的来说可以减轻磨削烧伤。
对于增加进给量、工件速度而导致的表明粗糙度增大,一般采用提高砂轮转速及较宽砂轮来补偿。
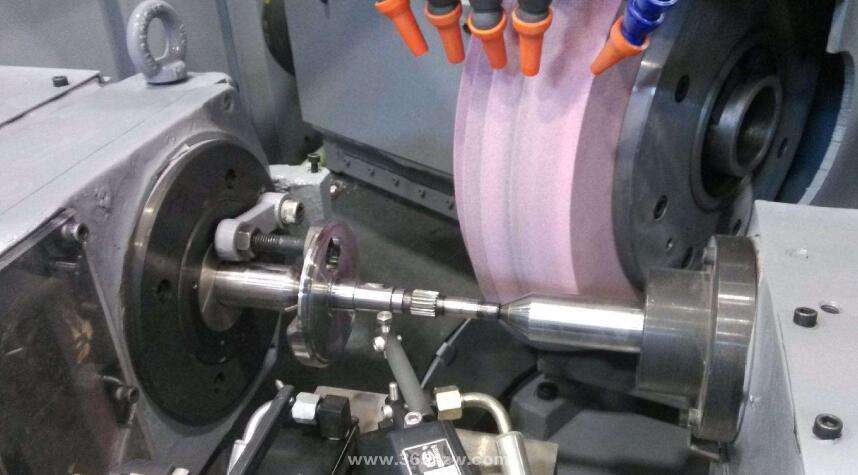
2. 冷却方法
采用切削液带走磨削时的热量可以避免烧伤,但目前适用的冷却方法效果较差,原因是切削液未能进入磨削区。
为了使切削液能较好的进入磨削区起到冷却作用,目前采用的主要方法有内冷却法、喷射法、间断磨削法与古油砂轮等。内冷却法是将切削液通过砂轮空心主轴引入砂轮的中心腔内,由于砂轮具有多孔性,当砂轮高速旋转时,强大的离心力将切削液沿砂轮空隙向四周甩出,使磨削区直接得到冷却。
3. 工件材料
工件材料硬度越高,磨削发热量越多;但材料过软,则易于堵塞砂轮,反而使加工表面温度急剧上升。
工件材料的强度可分为高温强度与常温强度。高温强度越高,磨削时所消耗的功率越多。例如在室温时,45钢的强度比20crmo合金钢的强度高65n/mm2,但在600℃时,后者的强度却比前者高180n/mm2,因此20crmo钢的磨削加工发热量比45钢大。
工件材料的韧性越大,所需磨削力也越大,发热也越多。导热系数低的材料,如轴承钢、高速钢等在磨削加工中更易产生金相组织的变化。
4. 砂轮的选择
硬度过高的砂轮结合力太强,自锐性差,将使磨削力增大,易产生磨削烧伤,故常选用较软的砂轮。提高砂轮磨粒的硬度、韧性和强度,有助于保持刃尖的锋利性及自锐性,从而抑制磨削烧伤。金刚石磨料由于其强度、硬度都比较高,而且在无切削液的情况下,它的摩擦系数也只有0.05,相对而言最不易产生磨削烧伤,是一种理想的磨料。
砂轮结合剂应为具有一定弹性的材料,如树脂类。这样当某种原因使磨削力增大时,磨粒能产生一定的弹性退让,使切削深度减小;同时由于树脂的耐热性差,高温时结合性能显著下降,磨粒易于脱落。这些都有助于避免磨削烧伤。
选用粗粒度砂轮磨削时,既可减少发热量,又可在磨削软而塑性大的材料时避免砂轮的堵塞。
来源:前沿数控技术