新闻资讯
模具内孔磨削解决方案(实用就转)
今天介绍坐标磨以外的内圆磨,但基础原理是一样,有机会做个坐标磨专题
内圆磨削定义
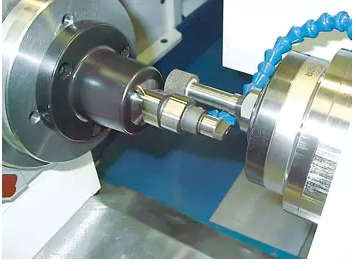
内圆磨削是内孔的精加工方法,可以加工零件的通孔、不通孔、台阶孔和端面等。内圆磨削还能加工淬硬的工件,因此在机械加工中得到广泛应用。内圆磨一般达到的尺寸精度较高。
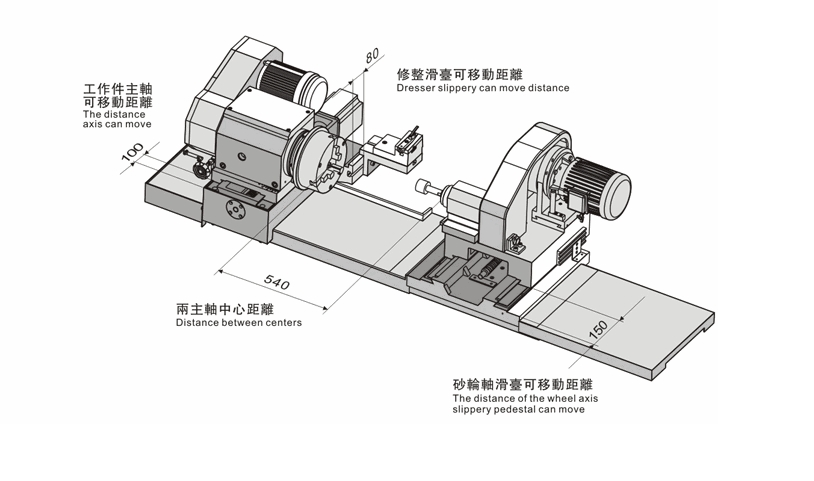
加工工件的圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面的磨床。内圆磨床分为普通内圆磨床、行星内圆磨床、无心内圆磨床、坐标磨床和专门用途的内圆磨床等。按砂轮轴配置方式,内圆磨床又有卧式和立式之分。
内圆磨削常见的缺陷及处理办法
1、内圆磨工件表面有振痕,表面的粗糙度较大,表面烧伤
解析原因:
1).内圆磨床的内圆砂轮直径小;
2).由于内圆磨床的头家主轴松动,内圆磨床砂轮心轴弯曲,砂轮修整不圆等原因产生强烈的震动,使得工件表面产生波纹。
3).内圆磨床的内圆砂轮堵塞;
4).散热不良;
5).内圆磨床的砂轮粒过细、硬度高或修整不及时;
6).内圆磨床的进给量大,磨削热增加。
防止措施:
1).内圆磨床的砂轮直径尽量选择大些。
2).调整轴承间隙,最主要的是正确修整内圆磨床砂轮,以减小跳动及振动现象。
3).选取力度较粗、组织较疏松、硬度较软的砂轮,使其具有自锐性;
4).选取较粗较软的内圆磨床砂轮,并及时修整;
5).在内圆磨床磨削时,要供给足够的磨削液;
6).减小内圆磨床的进给量。
2、内圆磨床磨削工件时,工件出现喇叭口的现象。
解析原因:
1).内圆磨床进给不均匀;
2).内圆磨床的砂轮有锥度;
3).内圆磨床的砂轮轴细长。
防止措施:
1).适当的控制停留时间,调整内圆磨床的内圆砂轮轴伸出的长度不得超过砂轮宽度的一半;
2).正确修整内圆磨床的砂轮;
3).根据工件内孔大小及长度选择砂轮轴粗细。

3、内圆磨削中出现锥形孔缺陷
解析原因:
1).内圆磨床头架调整角度不正确;
2).内圆磨床的纵向进给不均匀,横向进给过大;
3).内圆磨床的砂轮轴在两端伸出量不等;
4).内圆磨床砂轮磨碎严重。
防止措施:
1).重新调整内圆磨床头架的角度;
2).减小内圆磨床的进给量;
3).调整内圆磨床砂轮伸出量,使其相等;
4).及时修整数控内圆磨床的砂轮。
4、内圆磨削后圆度误差和内外同轴度误差过大
解析原因:
1).内圆磨床的工件装夹不牢固,发生走动;
2).内圆磨床要加工的薄壁工件夹的过紧而产生弹性形变;
3).内圆磨床调整不准确导致内外表面的同轴度误差过大;
4).内圆磨床的卡盘在主轴上松动,内圆磨床主轴和轴承间间隙较大。
防止措施:
1).紧固内圆磨床工件;
2).夹紧力要适当;
3).调整内圆磨床时要细心;
4).调整松紧量和内圆磨床主轴和轴承间的间隙。
5、内圆磨削中出现端面与孔的垂直度误差

解析原因:
内圆磨床的工件装夹不牢固;
内圆磨床在找正时不准确;
内圆磨床在磨削端面时进给量大,造成工件松动。
预防措施:
内圆磨床工作前,工件要夹紧,确认后在磨削;
在找正过程中一定要细心;
尽量控制内圆磨床在磨削端面时的进给量。
6、在内圆磨床磨削过程中出现螺旋形痕迹
解析原因:
内圆磨床纵向进给过快;
内圆磨床的内圆砂轮在使用的过程中造成钝化;
内圆磨床的接长轴弯曲。
预防措施:
降低内圆磨床的工作台速度;
内圆磨削过程中要及时修整砂轮;
换刚性好的接长轴。
关于内圆磨砂轮的应用
内内圆砂轮直径不宜太大或太小。
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
|
被磨孔的直径/mm |
砂轮直径/mm |
被磨孔的直径/mm |
砂轮直径/mm |
|
12~17 |
10 |
45~55 |
40 |
|
17~22 |
15 |
55~70 |
50 |
|
22~27 |
20 |
70~80 |
65 |
|
27~32 |
25 |
80~100 |
75 |
|
32~45 |
30 |
|
|

内圆砂轮宽度不宜太宽或太窄。
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
|
磨削长度/mm |
砂轮宽度/mm |
磨削长度/mm |
砂轮宽度/mm |
|
14 |
10 |
45 |
32 |
|
30 |
25 |
50以上 |
40 |
数控内圆磨砂轮的选择细节更重要
数控内圆磨床磨削质量的好坏在很大程度上也取决于砂轮。砂轮在数控磨床的磨削质量上起着关键性的作用,我们经常用的有电镀砂轮、树脂砂轮、陶瓷砂轮、CBN砂轮等,那么我们应该选择什么样的砂轮才最合适我们呢?
1.数控磨床砂轮形状的选择。
“数控磨床常用的砂轮形状有筒形和杯型砂轮两种。筒型砂轮主要磨削通孔,杯型砂轮主要磨削内孔外,还可以磨削台阶孔的端面。。
2.数控磨床砂轮直径的选择。
“数控磨床在磨削过程中为了取得理想的磨削速度,一般最好选用接近孔径的砂轮,但是当砂轮直径增大后,砂轮与工件的接触弧也随之增大,导致磨削热增大,令排屑和冷却更加困难。为了达到更好的效果,一般砂轮直径与被磨的工件孔径有个适当的比值,通常这个比值在0.5-0.9之间。。
3.砂轮宽度的选择。
“数控磨床采用较宽的砂轮,有利于降低工件表面粗糙度值和提高生产效率,并可降低砂轮的磨耗。但是砂轮也不能选的太宽,会使磨削力增大,从而引起砂轮接长轴的弯曲变形。要在砂轮接长轴的刚性和机床功率的允许范围内,砂轮宽度可按工件长度选择。。
4.磨料、粒度、硬度和结合剂的选择。
“数控内圆磨床砂轮的特性磨料、粒度、硬度和结合剂选择,可依据工件的材料、加工精度情况选择,一般数控内圆磨床所用的砂轮组织应比外圆砂轮组织疏松1-2号。

内圆磨床分类
1.普通内圆磨削:
由装在头架主轴上的卡盘夹持工件作圆周进给运动,工作台带动砂轮架沿床身导轨(见机床导轨)作纵向往复运动,头架沿滑鞍作横向进给运动(见机床);头架还可绕竖直轴转至一定角度以磨削锥孔。
2.行星内圆磨削
工作时工件固定不动,砂轮除绕本身轴线高速旋转外还绕被加工孔的轴线回转,以实现圆周进给,它适于磨削大型工件或不宜旋转的工件如内燃机气缸体等。
3.无心内圆磨削:
工作时工件外圆支承在滚轮或支承块上,工件端面由磁力卡盘吸住并带动旋转,但略可浮动,以保证内外圆的同心度。小规格内圆磨床的砂轮转速最高可达十几万转每分。在大批量生产中使用的内圆磨床,自动化程度要求较高,在磨削过程中,可用塞规或测微仪自动控制尺寸。

数控内圆磨床及其特点
数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
数控内圆磨床就是用数控技术来控制的一种机械,它有以下九大特点,
1、数控内圆磨床为二轴联动立式数控内圆,一次装夹磨削内孔、小端面、多阶孔。
2、机床内圆磨头采用大功率电动磨头,采用静止变频器驱动。
3、所有导轨均采用高精度、高抗振性的瑞士施耐博滚柱导轨。
4、机床控制系统采用西门子,进给轴由西门子伺服电机驱动滚珠丝杆。
5、工件主轴采用高精度大接触成对角球轴承,工件转速交流变频,无级调速。
6、磨床导轨及滚珠丝杆均由润滑站自动润滑。并有密封的罩壳防护。
7、机床可配备气缸作夹具动力源的多点节圆定位的盆齿自动夹具及各种专用夹具。
8、机床尺寸控制采用定程磨削,可选配光栅尺闭环控制。
9、冷却液过滤采用磁性加纸质的精密过滤装置。
内圆磨床调整的问题
1.内圆磨床头架的调整
在内圆磨床磨削圆柱孔时,头架应调整至零位,头架可回转角度,以便磨削内圆锥孔的回转角度由刻度板读出。
头架主轴由双速电机经带轮传动;调速时首先转动工件转速选择开关,既可以使头架电动机在高速或低速状态下工作,然后再变换传动带在塔轮上的位置,既可以使主轴获得四级转速,调整后用张紧轮将传动带张紧。
2.内圆磨床电气开关的调整
电气开关的头架电动机开关有1档,0档,2档,三个档位。1档位试转状态,0为停止,2为工作状态;总停按钮可在紧急情况下使用,按下总停按钮,磨床工作部分处于断电保护状态;顺时针旋转总停按钮,按钮可以自动弹起,工作部分通电。

3.数控内圆磨床工作台液压传动部分调整
按动液压泵启动按钮,再将工作台液压开停旋钮置于“开”的位置状态,然后跳帧干工作台往复挡铁的位置,使工作台进入工作行程前由行程压板将行程阀压下;调成工作台磨削速度旋钮,使工作台往复运动;在工作台运动结束后,用手将换相手柄抬起,使其越过右换挡铁;此时行程压板离开行程阀,工作台转为快速行程;最后,中停压板将行程阀压下工作台停止运动。
4.内圆磨床砂轮修正器的调整
启动液压泵并将动作选择旋钮转至修整位置,此时砂轮修正器自动倒下,定位销与支撑螺钉接触,金刚石进入修整位置状态。
修整时要调整好工作台修整挡铁的位置和修整速度旋钮,修整结束后可转动动作选择旋钮,使回转头在弹簧的作用下恢复原位。
5.内圆磨床砂轮横向进给机构的调整
砂轮航向进给分手动调整和自动调整;周董进给由手摇轮实现,按动作手柄可做微调进给,进给量为每格0.005mm;将自动进给旋钮转至“开”位置时,砂轮将做周期自动进给,调整顶杆可控制进给量大小。
6.内圆磨床磨具的调整
内圆磨床的磨具有大小两种规格,更换时,要先打开罩壳,然后拧松磨具座上的螺钉才能完成。
调整注意事项:
1.调整时一般要拆卸尾座
2.翻下内圆磨具应在快速引进的条件下进行。
3内圆磨床的磨具翻下时,用于电气线路使用电磁铁将快速手柄锁住,因而不能强行转动快速手柄。
4.内圆磨床头架主轴间隙的调整
在磨削外圆时,为保证头架主轴的回转精度并防止在磨削时顶尖与工件一起旋转,须将头架主轴旋转,因而其间隙需放松。头架主轴的间隙是用拔叉转动装在头架主轴后端的间隙调整盘来调整的。顺时针方向间隙松开,逆时针方向间隙收紧。