新闻资讯
钣金报价说明及各工序加工成本费用计算方法,好文
一般来说,很多人都会关心价格,钣金加工厂家对于钣金加工的成本计算也是很重视的,具体是由哪几个方面组成呢,下面小编为您介绍。钣金报价说明及各工序加工成本费用计算方法,好文
1、 材料费,长*宽*厚度*7800*材料单价*15%损耗
2、 CNC数冲加工按周长*0.0025元的公式计算,冲孔再另外加钱,通常按每冲一个孔0.01-0.02元。
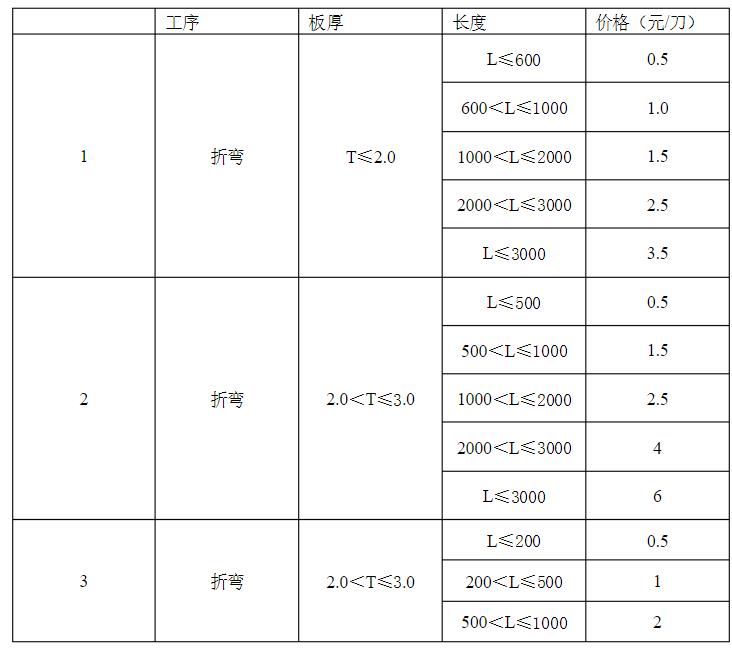
3、 折弯,折弯长度超过1米,1.0元/刀,1米以下,0.5元/刀。
4、 需用冲床加工的,用100吨以下冲床加工的,按每冲一次0.3元计算。100吨或以上冲床加工,按每冲一次0.5元。
5、 压柳柱按0.5元/支。(常用的柳柱按0.5元/支,特殊柳柱另算)
6、 焊接1元/10MM。
7、 攻牙0.1元/个
8、 喷涂按外加工单价的基础上加30%的损耗(因为有时你每批货送给客人会产生一些不良,返喷涂,这些费用都要计算)
9、 包装,运费。按实际情况而定。
10、 总单价要加10-15%利润,根据产品的难易度来计算利润的高低。
11、 打样总单价是按总单价*40%来计算
12、 最后审查单价是否合理,这个就要根据公司之前的单价是在一个什么样的一个价位。通常我们所做的产品,是按材料和加工费各对一半以上,都有很高的利润空间了。
你按我这个报价明细参考下,未必我们的报价能适合你们,因为地区不一样,行情也不一样,再加我们所面对的客人行业不一样,单价都会不同。
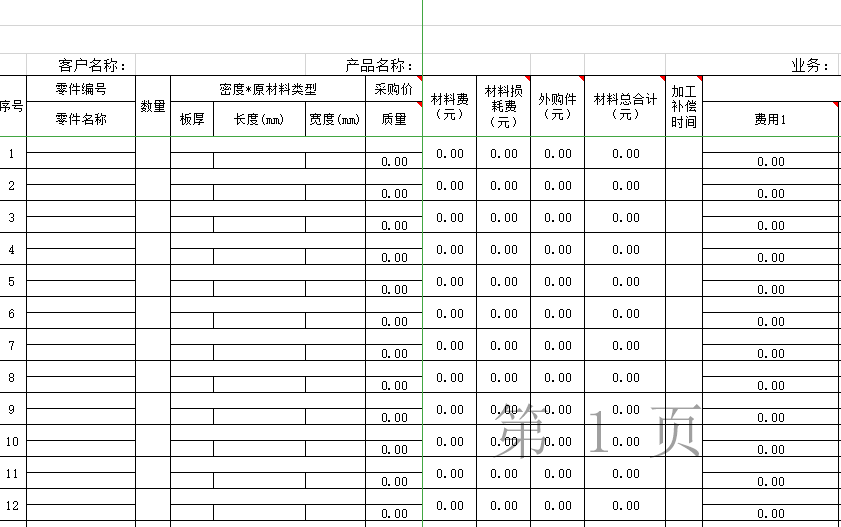
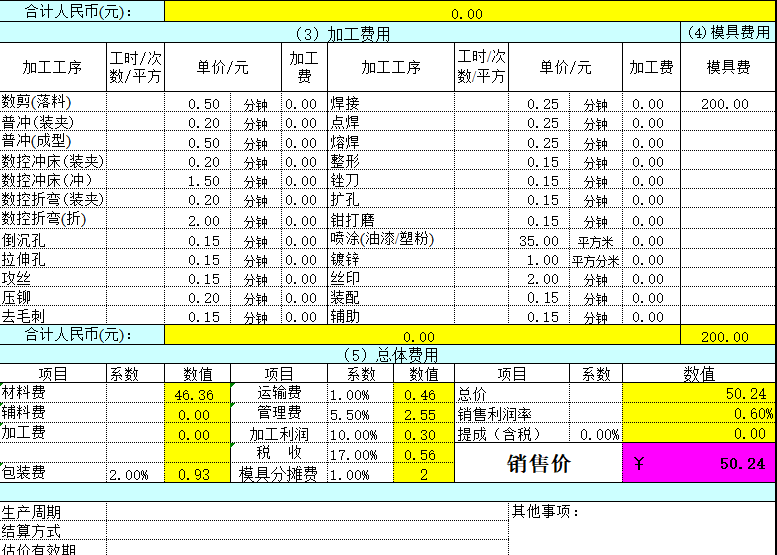
本文给大家提供6种excel格式的钣金报价表格

各工序加工成本费用(含17%的税率)
激光下料价格(600元/小时)
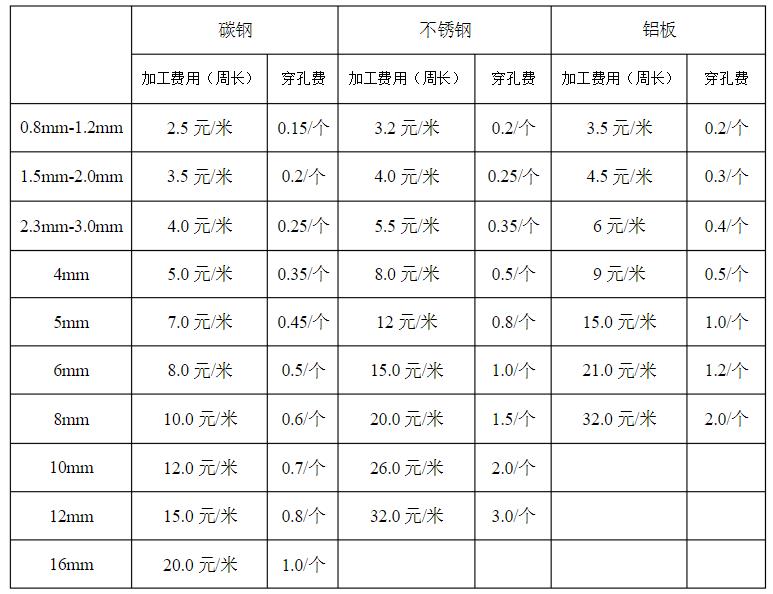
注:
a:铝板激光下料的加工费按不锈钢板的1.2倍计算;
b:圆孔直径小于10倍板厚时,只算穿孔费;
c:圆孔直径大于等于10倍板厚时,不算穿孔费,但以周长计算;激光下料机选公式:
激光下料费用=周长(包含外形周长和内侧大孔周长)*每米单价+孔数*穿孔费
数控冲床加工费用计算:
1村田数控冲床加工费用平均每小时240元/小时,按加工件的周长总数来计算,外形切边加工费0.0022元/mm,每孔的加工费为0.03元/孔,网孔按0.015元/孔(周长大于孔位按外切形计算,异形孔按实际拼刀次数来计算。
2适用加工板厚范围:碳钢/铝板/铜板厚度0.5≤T≤2.5,不锈钢板厚度为0.5≤T≤1.2。
3所有不锈钢板和厚度为2.5的碳钢/铝板/铜板在数控上加工时,均需乘以1.5倍的系数。
4此价格包含取毛刺费,但取锐边倒钝需另外按打磨费用增加。
折床费用:
100T以下(含100T)折床按100元/小时来计算,100T以上折床按150元/小时计算。

注:
a.所有需垫膜折弯的产品,需在此基础上乘以1.2倍的参数;
b.8mm的碳钢板折弯费用,按6mm的1.5倍计算;
c.当单个零件的重量大于30KG小于50KG时,需乘以1.2倍系数;大于50KG小于80KG时,乘以1.5倍系数;大于80KG时,需乘以2倍的系数。
d.同一个零件中折边有长边和短边时,折弯费用全部按长边算。
4钳工费用按25元/小时计算
钳工攻牙费用:


a:当工件单面面积大于0.25平方米,小于1平方米时每孔加工费需乘以1.5倍系数。
b:当工件单面面积大于1平方米时,每孔加工费需乘以2倍系数。
c:超出上表范围内的攻牙和沉孔费用,需按实际情况收取。
d:摇臂钻加工费用按35元/小时计算。
普冲费用计价标准 :
160吨以下冲床按每冲0.1元计算;
260-100吨冲床按每冲0.2元计算;
3100吨以上冲床按每冲0.4元计算。
焊接费用计算:
1碰焊按45元/小时
2氩弧焊按60元/小时
3二氧化碳焊45元/小时
焊接费用包含打磨费。对于焊接报价需要根据工件的大小,复杂程度,外观要求,是否可用机器人焊机等因素来综合进行报价,可在实际加工时间上乘以一定难度系数来定价。
校平机费用按120元/每小时计算;
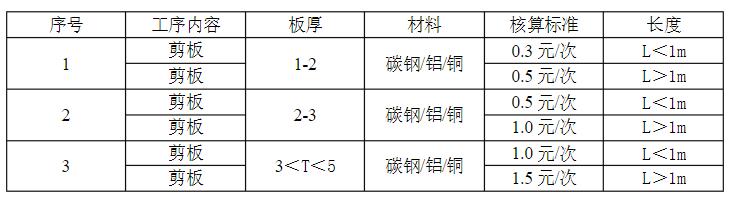
数控剪床费用按60元/每小时计算;
喷粉费用:
1户内粉喷涂费用按25元/平米计算;
2户外粉按40元/平米计算;
3小件喷涂不少于0.5元/件;
4对于需防烤的零件或螺纹较多的零件需在原基础上加10~20%的防烤费用;对于表面外观质量要求高的产品,需适当的乘以2~3倍的系数;对于体积大于600*600*600或者重量大于60KG的零件,需按实际加工难度情况加上20~200%的难度系数。
5铜酸洗:4元/KG
6铬酸盐:40元/平米
丝印费用计算:
如不超过A4纸大小的按1.2/次计算,如超过A4纸大的按2.5/次计算,同一零件多种颜色的丝印需乘以20~50%的难度系数。
组装和包装费用按25元/小时计算。
刻字费用按30元/小时计算。