新闻资讯
家具异型零部件的常规加工技术和自动铣形技术
随着加工设备和加工技术的进步,木家具异型零部件除上述传统木工机械加工外,涌现出更多的自动铣形技术,改变了传统的手工进给模式,采用机械进给的方式。家具机械加工技术的特点为:安全度高,工人劳动强度低,加工精度高,适合大批量零部件加工。主要包括靠模铣床、仿形铣床、仿形车床等。
一、异型零部件的常规加工技术

1.平面直线型异型零部件
此类异型零部件只体现在横断面,加工过程分两种,一种是在四面刨或木线机上采用成型铣刀直接加工,另一种是结合夹具,在下轴铣床(立铣)上利用成型铣刀,进行铣形、裁口、开槽、起线等。由于加工过程相对比较简单,安全性高、加工精度能够保证。
2.平面曲线型异型零部件
此类零部件的加工过程,先需在被加工零件上画出大样线条,然后用夹具将零件固定,依据纵向曲线方向,选用单个或两个转动方向相反的刀轴,采用手工进料方式,在单轴立铣或双轴立铣上借助模具,完成不同方向弯曲线的铣削加工。此类加工方式,安全性低、工人劳动强度大、而且效率低、加工精度往往不能保证;另外,对厚度一致且弯曲度小的零件,可配合模具在压刨上进行加工。
3.平面环型异型零部件
此类零部件的加工过程,先将板件进行双面刨光,然后利用对板件进行画线或利用靠模,在上轴铣床(镂铣)上分别进行内、外侧边部异型曲线的铣形加工。此类加工方式,安全性高、加工效率高、加工精度基本能够保证。
4.弯曲结构异型零部件
弯曲件异型零部件,按零部件的弯曲弧度可分为铣成型零部件和弯曲成型零部件。铣成型零部件弯曲度小,其弧度往往在100°以上,其弧形型面加工,类似于面曲线型异型零部件的加工。首先锯解弯曲件的毛料,经曲面刨光后,用下轴铣床(立铣)侧边铣形。由于弧面加大,铣削加工时,不但材料的浪费会增大,同时由于切削时将纵向木材纤维切断,造成零部件的力学性能减弱。因此,此类零部件尽可能采用弯曲成型的加工方法会更理想。
5.轴对称结构异型零部件
此类零部件大多设计成回转体或回转体的某一部分,其加工过程为首先进行配料,再用四面刨进行四面刨光加工成立柱,然后车削进行回转体的加工。为了提高回转体零件表面的装饰效果,可在表面上车削出直线或螺纹状等各种槽纹,常采用槽纹(直线及螺纹)成型机(又称打沟机或打槽机)进行加工。对回转体的一半或部分的异型零部件的加工,应先加工相对应的柱形零部件,再进行分切。此类加工方式,安全性高、加工效率高、加工精度基本能够保证。

二、异型零部件的自动铣形技术
随着加工设备和加工技术的进步,木家具异型零部件除上述传统木工机械加工外,涌现出更多的自动铣形技术,改变了传统的手工进给模式,采用机械进给的方式,其特点为:安全度高,工人劳动强度低,加工精度高,适合大批量零部件加工。主要包括靠模铣床、仿形铣床、仿形车床等。
1.自动靠模铣床
对于具有复杂形状的内外部曲线轮廓的异型零部件的加工,借助样模和辅助模具,采用各类自动靠模铣床加工。按进给方式可分为:辊筒进给式、链条进给式及回转工作台进给式。
辊筒进给式靠模铣床适用于细长弯曲件异型零部件,加工时,需采用模具辅助铣形,适用于批量生产,如图7a所示。
链条进给式靠模铣床常用于直线或者曲线外形零部件加工,相对于手工进给,能控制进给量,提高加工精度,控制操作者与刀具的距离,安全性高。

回转工作台进给式靠模铣床,是利用不停旋转中的工作台作为进给机构进行木家具异型零部件的加工,用于批量环型异型零部件的外边缘或内径加工,如宽面及板件型面结构异型零部件(图2c),刀头形状决定外边缘或内径线型形状。分为:回转工作台式自动靠模铣床(图7b)和回转工作台式自动内径靠模铣床(图7c)。
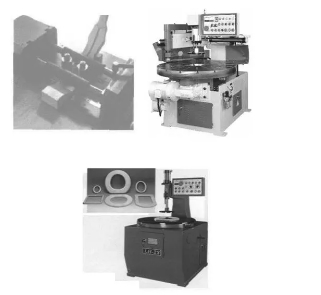
图7 自动靠模铣床示意图
Fig.7 Automatic prof i ling milling machine diagram
2.仿型铣床
仿形铣床是一种专用加工设备,是利用靠模或模板,通过刀具以及被加工零部件之间所形成的复合相对运动,实现仿形加工,适用于中等或批量生产加工。分为立体仿型铣床和表面仿型铣床。
立体仿型铣床,加工对象为复杂外形结构异型零部件(图5),由于此类零件结构复杂,加工过程中如传统加工设备,会造成尺寸及整体形状变形或误差,多采用杯形铣刀(或碗形铣刀)对工件进行立体仿型铣削加工,如脚型、弯腿、假肢等。首先按零件形状尺寸要求先作一个样模(可以是金属、木质或其他材料,要求有一定的强度和刚度,不易变形),依靠仿型刀架,将样模和工件都绕自身轴线作同步回转运动的同时,完成切削铣形,如图8a、b所示。
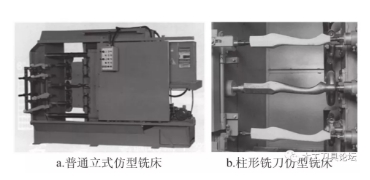
图8 仿型铣床加工过程示意图
Fig.8 Duplicating milling machine processing process diagram
表面仿形铣床是一种利用雕刻铣刀,根据样板的形状,在板状零部件表面上雕刻各种的花纹图案或进行更为复杂型面加工的铣床。

3.异型零部件的数控加工技术
随着中国数字化制造和“中国制造2025”在我国制造业的大力推广,智能化数控设备在我国家具企业开始广泛应用[5,6],数控设备最大特点是加工精度高,安全性好,加工外形复杂、多品种零部件更加灵活,是一种高效、柔性的自动化机械设备。异型零部件的数控加工又可分为:数控车床、数控铣床、数控镂铣机和加工中心[7]。
数控车床,除能够完成普通车床的所有加工外,还能够加工回转成型面,将普通的车铣和槽纹(直线及螺纹)成型机(又称打沟机或打槽机)的加工一次性在数控车床上完成,减少了多次加工工序,适用于大批量和较大规模的企业生产加工。
数控铣床,因具有三个轴及三个轴以上的联动功能,因此,可加工空间曲面型零部件。同时,其加工精度高、速度高、加工范围广,对复杂形状的异型零部件加工非常便捷。但同时,因零件建模时间长,不适用于小批量异型零部件加工。
数控镂铣机,实现加工刀具在三维或多维空间中联动的直线或曲线插补运动,达到加工程序中所要求的精确加工位置和高效率,从而保证形状复杂异型零部件的加工质量。在家具行业,能够进行立体波浪板加工,工艺木门、橱柜门、免漆门,屏风等加工家具产品的铣形雕刻。

加工中心(简称CNC),与普通数控机床的区别在于CNC增加了刀库和自动换刀装置。此装置可安装锯片、铣刀、钻头、刨刀、砂轮等刀具,以便实现锯断、起槽、铣槽、雕刻、倒角、刨削、钻孔、砂光等多种功能加工。加工中心所能加工零部件的种类多,精度高,效率高,适用于大中型企业和多批量生产的异型零部件加工。
文章来源:木家具异型零部件生产工艺
熊先青 杨为艳 黄琼涛 方 露 孙宏南