新闻资讯
数控刀片如何选择合适的形状,机加工必学数控刀片型号知识,原来还有这么多学问
数控刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。数控铣刀具选型是一项技术性很强的工作,本文主要对加工异型曲面零件数控刀具选型进行了横向的说明:数控刀片如何选择合适的形状。
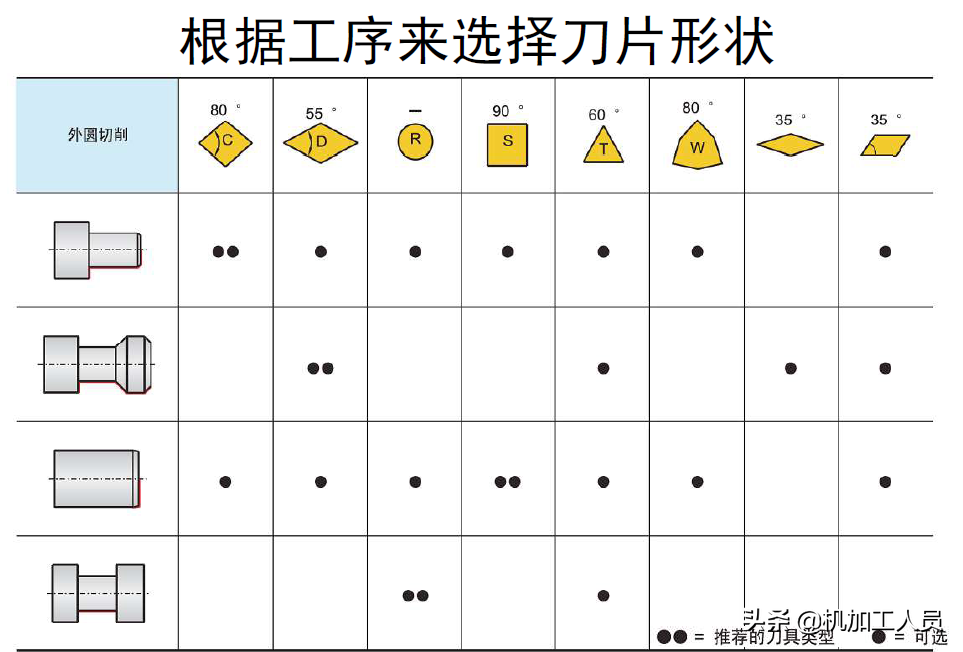
一、刀片形状的选择
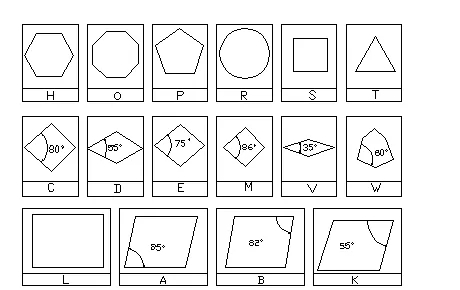
刀片形状主要依据被加工工件的表面形状、切削方法、刀具寿命和刀片的转位次数等因素选择。

正三角形刀片可用于主偏角为60°或90°的外圆车刀、端面车刀和内孔车刀。由于此刀片刀尖角小、强度差、耐用度低、故只宜用较小的切削用量。
正方形刀片的刀尖角为90°,比正三角形刀片的60°要大,因此其强度和散热性能均有所提高。这种刀片通用性较好,主要用于主偏角为45°、60°、75°等的外圆车刀、端面车刀和镗孔刀。
正五边形刀片的刀尖角为108°,其强度、耐用度高、散热面积大。但切削时径向力大,只宜在加工系统刚性较好的情况下使用。
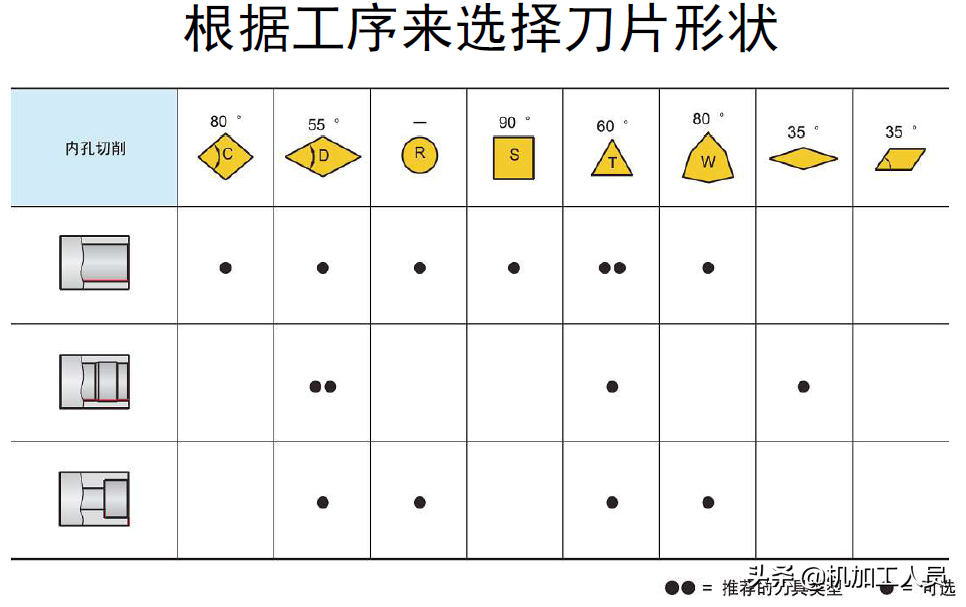
菱形刀片和圆形刀片主要用于成形表面和圆弧表面的加工,其形状及尺寸可结合加工对象参照国家标准来确定。
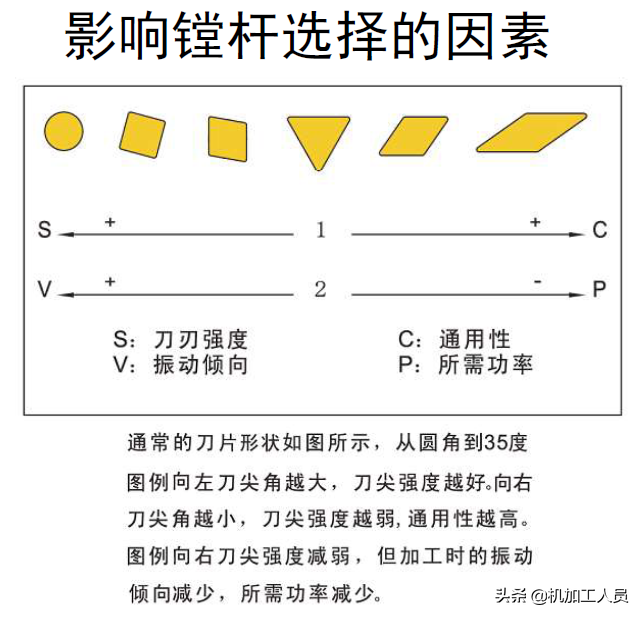
二、刀尖强度
刀尖角的大小决定了刀片的强度。在工件结构形状和系统刚性允许的前提下,应选择尽可能大的刀尖角。通常这个角度在35°到90°之间。也有小角度20°的刀片,用来加工一些特殊的产品。例如东芝的YWMT16T302。

R型圆刀片,在重切削时具有较好的稳定性,但易产生较大的径向力。振动严重,需要刚性更好的机床
三、数控刀片型号代码知识:

1 、表示为刀片形状的代码
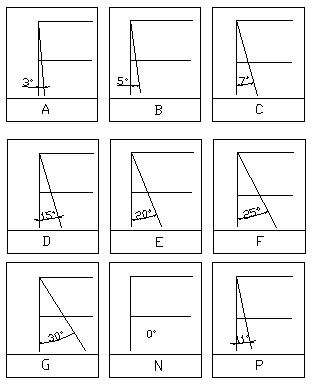
2、表示为主切削刃后角的代码
3、表示为刀片尺寸公差的代码

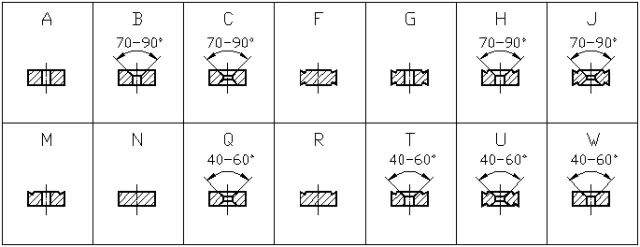
4、表示为刀片断屑及夹固形式的代码
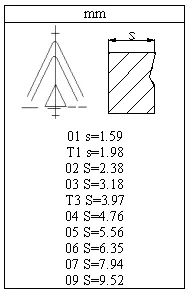
5、表示为切削刃长度表示方法

6、表示为刀片厚度的代码

7、表示为修光刃、R角的代码

其他数字的意义
8表示为表示特殊需要的代码;
9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;
10表示为断屑槽型的代码;
11表示刀具公司材料代码;
切削速度
切削速度Vc计算公式:
式中:
d—工件或刀尖的回转直径,单位mm
n—工件或刀具的转速,单位r/min
普通车床加工螺纹的速度
车削螺纹主轴转速n,切削螺纹时,车床的主轴转速受加工工件的螺距(或导程)大小、驱动电动机升降特性及螺纹插补运算速度等多种因素影响,因此对于不同的数控系统,选择车削螺纹主轴转速n存在一定的差异。下列为一般数控车床车螺纹时主轴转速计算公式:
式中:p—工件螺纹的螺距或导程, 单位mm。
k—保险系数,一般为80。
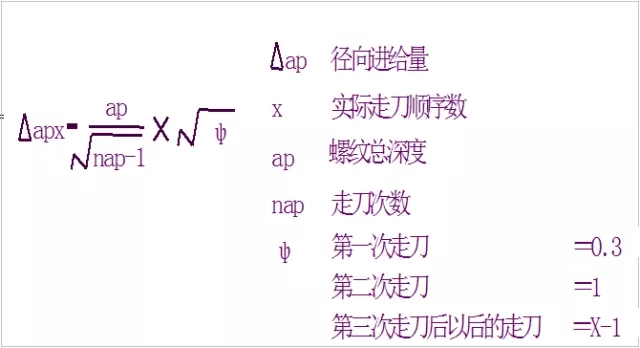
加工螺纹的每次进给深度计算
![]()
螺纹加工走刀次数
1)粗加工
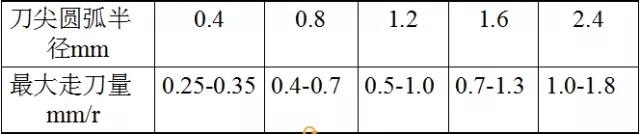
粗加工走刀量经验计算公式:f 粗 = 0.5 R
式中:R ------ 刀尖圆弧半径mm
f ------ 粗加工走刀量mm
2)精加工
式中:Rt ------ 轮廓深度µm
f ------ 进给量mm/r
rε ------ 刀尖圆弧半径mm
按进给量、断屑槽区分粗精车
f≥0.36 粗加工
0.36>f≥0.17 半精加工
f<0.17 精加工
影响刀片粗、精加工不是刀片的材料而是断屑槽。刃口倒角小于40um为锋利。