新闻资讯
磨床操作安全规范,每个磨工必须遵守!不然很危险
磨床是用磨料磨具(砂轮,砂带,油石和研磨料)为工具进行切削加工的机床。广泛用于零件的精加工,尤其是淬硬钢件,高硬度特殊材料及非金属材料(如陶瓷)的精加工。细心是做磨床的一个最基本要求!对砂轮要平衡、对砂轮要检查,对磨削情况要时刻观察分析!

今天100唯尔教育小编就结合100唯尔教育《磨削加工》VR仿真课程来介绍磨床的基本操作以及日常如何维护保养。
一、磨床基本操作
1.检查电机运转是否正常、通风是否良好、电线有无磨损、接触是否可靠。
2.检查各手柄转动是否灵活、档位是否在所需位置、开关/旋钮是否灵敏,安全装置是否有效。
3.检查工作台吸磁力是否正常。
4.检查冷却水泵运转是否正常,冷却管道是否畅通,过滤网及冷却有无杂物、铁屑。
5.机床前、后、左、右、上、下各方向移动、滑动是否正常。
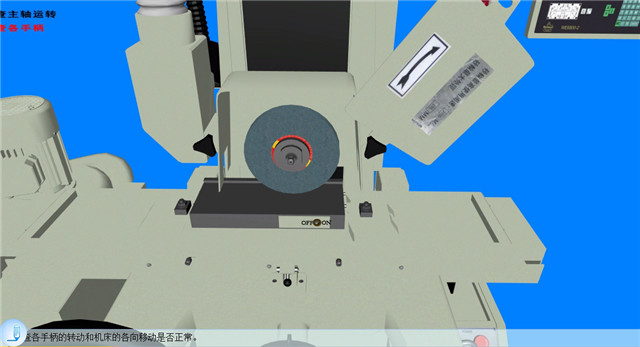
6.空转砂轮至少2分钟(每次使用砂轮之前.。
7.用干净布将工作台上的防锈油擦净。
8.使用金刚石笔修整砂轮底面。金刚石笔用固定架衔住,禁止用手拿金刚石笔修整砂轮。
9.把砂轮升高,再次将工作台擦拭干净。

10.工件装夹时必须提前去除毛刺,所选择的垫块应适当,防止工件飞出,工件轻置于工作台上,并利用侧面挡板和垫块准确将工件定位,并上磁固定,确认工件吸牢后,才可开始加工。
11.第一次进刀时要缓慢进给,根据工件长度调整并固定好往复限位档铁。
12.测量工件时,砂轮要退出工件并停稳,保证有一定的安全距离。拆卸工件及擦拭工作台时,工作台要移动到右下角,工件或垫块从工作台右边分享取出,尽量用右手操作。
12.磨削结束后,应用油石修钝工件各棱边、毛刺,并把油污、磨削、水份等污物擦拭干净,涂油防锈。
二、磨床的日常维护保养
1.用小毛刷清理干净各部位之研磨屑,严禁使用空气吹枪清洁工作台面物品及磨床,因为吹枪易将铁屑吹进磨床轨道,造成轨导损坏,影响精度及手感。
2.擦拭机床外壳上的油污、磨屑等。
3.给磨床各部件,尤其是滑动部位,擦拭干净后上油。
4.在主轴磨头、砂轮法兰、刻度盘等必要部位打上防锈油。
5.请注意磨床上方油镜是否有油,确保油路是否通畅。
6.油槽内请用机床导轨专用油,因为润滑油的质量优劣直接影响到磨床的精度手感及使用寿命。油应每3-6个月换一次,第一次是3个月更换,第二次以后是六个月更换。
7.油量调节应适当,调大了会流得太快了,来不及溢出而浪费,调小了又会响手感。
8.做好机床周边清洁卫生并填写日常保养表。
以上,就是100唯尔教育关于磨床的部分内容了。
如果对今天的课程及其VR仿真资源感兴趣,可以直接上100唯尔教育搜“磨削加工”就可以找到对应的课程列表了。
如何获取VR仿真课程
方法1、长按识别下方二维码,下载APP之后注册就可以购买平台VR仿真课程。

方法2、复制以下链接在电脑上下载100唯尔教育网桌面客户端后注册使用教学云平台资源。
hhttps://www.100vr.com/100vr/index/download_software?type=5
因为虚拟现实仿真操作实训算力要求,建议使用独立显卡的PC端学习。