新闻资讯
级进模的安装步骤和注意事项,总结的太全乎了,必须看!
随着我国工业水平的提高,特别是汽车工业的快速发展,多工位级进模的应用愈发广泛。某汽车结构件的多工位级进模生产料带,工序包括级进模的多种冲压工序。目前国内级进模应用水平与国外先进国家相比还有不小差距,国内企业亟需掌握级进模的设计与制造关键技术,以提高企业级进模的自主开发能力与市场竞争力。

级进模(Progressive Die)由多个工位组成,在冲床的一次行程中,一副模具可以完成冲裁、弯曲、拉深、成形、叠铆、翻孔及攻螺纹等多种冲压工序。多工位级进模被公认为是一种精密、高效、高质量、长寿命并适合大量生产的高技术模具,是未来冲模发展的方向。
今天100唯尔教育小编就结合100唯尔教育《模具制造工艺与工装》来介绍下级进模安装步骤和安装过程中的注意事项。
把已经拆卸的模具零件清洗后,按先拆的零件后装,后拆的零件先装为一般装配顺序。根据级进模装配要点,选凹模作为装配基准件,先装下模,再装上模。
级进模的装配要点:凹模型孔的相对位置及布局一定要准确,否则冲出的制件很难满足规定的质量要求。级进模的凹模是装配基准件,其结构多采用镶拼的形式,由若干块拼块或镶块组成。因此级进模的装配首先是装配凹模或凹模组件,当凹模组件装配合格后,再将其压入固定板,然后把固定板装入下模,以凹模定位装配凸模,再把凸模装入上模,待用试切纸法试冲达到要求后,用销钉定位固定,再装入其他辅助件。级进模装配的关键是获得准确的布局和保证间隙均匀,因此必须对各组凸、凹模进行预配。
一、级进模组件的装配
先装导料板与承料板组件、始用挡料销与导料板组件,若导柱与下模座、导套与上模座、模柄与上模座、凸模与凸模固定板没有拆开的都不用装配,只需要在相应位置。若卸料板为有导柱导向结构时,先把小导柱与凸模固定板装配。
若凸模与凸模固定板拆开,则应将各凸模分别压入凸模固定板的型孔中,并保证凸模与凸模固定板的垂直要求,然后挤紧固牢。装配时要小心,不要伤到刃口。
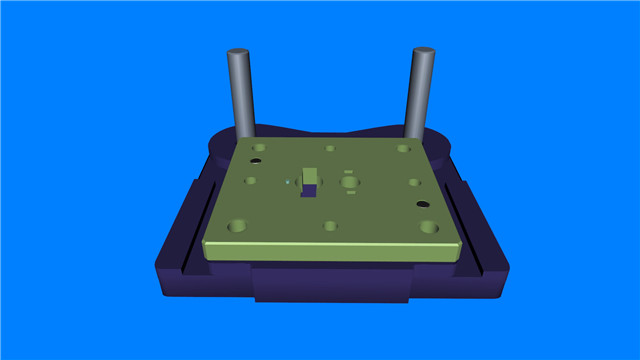
二、下模的装配
装配凹模与下模座,装配时先将销钉打入,然后拧紧螺钉。
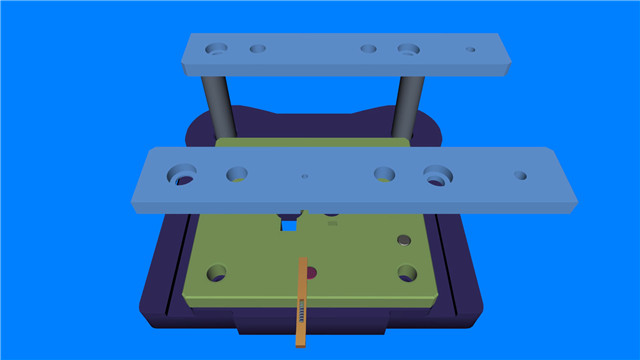
三、上模的装配
1.将上模座与垫板、凸模固定板的相应螺孔、销孔位置对齐,打入销钉,然后拧紧螺钉(为操作方便可辅助采用高度合适的垫铁)。
2.将卸料板套装在已装入固定板的凸模上,装上弹簧(或橡胶)后旋入卸料钉。装配后要求卸料板运动灵活,并保证在弹簧作用下卸料板处于最低位置时,凸模的下端面应处在卸料板孔内,故要调节弹簧(或橡胶)的预压量,使卸料板高出凸模下端3-0.5mm。
3.安装其他零件,如导正销等。
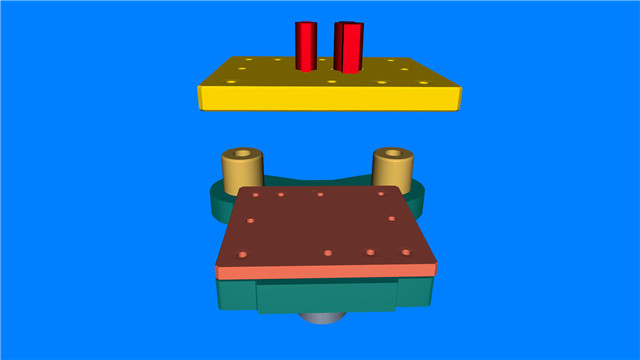
四、模具总装配
装配下模、上模及上下合模时要注意以下的问题。
1.装配前要用干净的棉纱仔细擦净销钉、导柱与导套等各配合面,若存有油垢,将会影响配合面的装配质量。销钉要用铜棒(锤)垂直敲入,螺钉应拧紧。
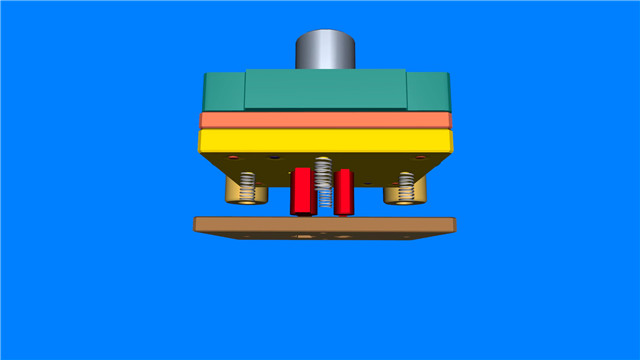
2.上、下模合模时要先弄清上、下模的相互正确位置,使上、下模打字面或标记面都面向操作者,合模前导柱、导套应涂以润滑油,上、下模应保持平行,使导套平直入导柱,不可用铜棒使劲打入。
3.上模刃口即将进入下模刃口时要缓慢进行,防止上、下刃囗相啃。
五、模具总装草图的完善
总装结构草图进行剖视图绘制,要求尽量把模具的所有零件都能剖到,而且结构清楚。并把所冲零件与排样图画出。
以上,就是100唯尔教育关于级进模的部分内容。
如果对今天的课程及其VR仿真资源感兴趣,可以直接上100唯尔教育搜“模具制造工艺与工装”就可以找到对应的课程列表了。
如何获取VR仿真课程
方法1、长按识别下方二维码,下载APP之后注册就可以购买平台VR仿真课程。

方法2、复制以下链接在电脑上下载100唯尔教育网桌面客户端后注册使用教学云平台资源。
https://www.100vr.com/100vr/index/download_software?type=5
因为虚拟现实仿真操作实训算力要求,建议使用独立显卡的PC端学习。