新闻资讯
数控机床装调中的参数设置

作者:晁晓圆 牛立军
单位:北京电子科技职业学院
来源:《金属加工(冷加工)》杂志
数控机床采用数字控制技术对机床的加工过程进行自动控制,是现代制造业中应用最为广泛的加工设备。参数设置是数控机床装调与维修中的重要内容,深入理解并恰当运用参数设置是提高工作质量与效率的必要保障。
参数是数控系统用来匹配机床数控功能的一系列数据,包括设置参数、通信接口参数、伺服控制轴参数、行程限位参数、坐标系参数、进给与伺服电动机参数、显示与编辑参数、螺距误差补偿参数、刀具补偿参数、主轴参数及编程参数等,参数设置得正确与否,将直接影响到机床的正常工作与加工产品的质量。
1 参数设置的意义
正确设置、合理运用参数的前提是真正理解参数的控制作用,究其根本在于数控机床的结构组成,即数控系统(CNC装置)与机床本体各部分间的连接及信号控制关系,如附图所示。
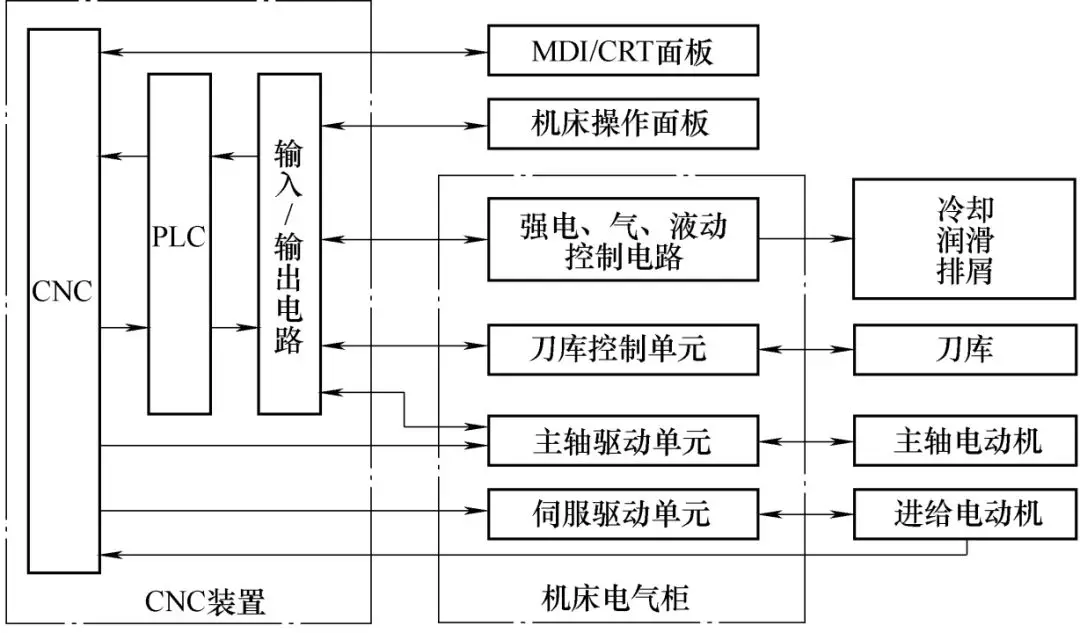
数控系统与机床本体各部分间的连接及信号控制关系图
由附图可以看出,CNC装置的作用是处理来自于输入装置的加工信息,完成数值计算与逻辑判断,进而控制机床的伺服驱动单元、主轴驱动单元、刀库控制单元、电气液控制单元及显示与操作等装置。参数设置的意义在于数控系统与机床本体各部分在完成了硬件的连接后,必需要输入相应的机床参数及PLC程序,要进行进给轴参数的初始化及伺服调整、主轴设置与调试以及机床精度的设定与检查,至此才算真正完成了CNC装置与机床本体的对接,实现了两者间的信息互认,数控系统的控制作用才能在机床的主轴、伺服、刀库等机构上得以执行,数控机床的性能才得以发挥。
2 参数的类型
数控系统的参数按其形式可分为位型参数、字节型参数、字型参数、双字型参数以及实数型参数五种。“位型参数”通常用于设置系统某项功能是否有效,“字型参数”需要输入数值进行量化的设定或调整,“位轴、字轴型参数”是针对系统每个轴进行位参数或字参数的设定,“实数型参数”是设置像速度和位置等带有小数点的参数。
数控系统的参数按其用途可分为基本参数、伺服参数和主轴参数三大类。基本参数涉及功能参数如NC轴数(No8130)、手轮有效(No8131)等功能宣告参数,还涉及系统单位(No1000#0,No1013#0 #1等)、轴属性(No1006#0,No1008#0等)、位置(No1320,No1321)、速度(No1410等)、显示与编辑(No3105#0 #2等)等参数;伺服参数包括伺服FSSB设定、伺服参数初始化、伺服调整设定(位置检测范围设定、伺服增益设定、加减速设定)等参数;主轴参数包括主轴基本参数、主轴参数初始化及设定等。
3 参数设置
数控系统参数的输入方法有MDI手动输入方式和I/O设备输入方式两种,I/O设备输入方式可以是电脑或是存储卡传送数据。不论哪种参数输入方式首先都应将机床设备置于急停状态,将“写参数”设置为1即可写入状态。
为了更好地理解参数对数控机床的控制作用,下面以FANUC 0i MD系统数控铣床为例,说明手动参数设置的过程。
(1)进行系统初始化操作,即SRAM存储器全清:开机的同时按下 MDI 键盘的“RESET” 与“DELETE”键,输入1执行系统全清。
(2)设置语言与参数可写入状态:按“Off/Set”键进入设置菜单,将“LANG”语言选项设定为“中文简体”,按“Off/Set”键两次,将第一行参数改为“1”,设置参数可写入状态。
(3)设置单位:参数No1000的末位确认为0,设定系统单位为公制;参数No1013的后两位均为0,设定单位为微米。
(4)设置伺服轴相关参数。①设置轴属性:参数No8130定义伺服轴数为3,参数No1020、No1022和No1023定义轴名称、各轴在基本坐标系中的顺序、各轴伺服轴FSSB连接顺序号,参数No1006定义三轴均为直线轴。②设置手轮:参数No8131#0设为1使用手轮,参数No7113设置为100手轮X100挡有效。③设置位移相关参数:参数No1320、No1321设定软极限,参数No1828、No1829设定三轴移动容差和静止容差,参数No1826设定到位宽度。④设置速度相关参数:参数No1410设置空运行速度,参数No1420~1425设置快移速度、快移F0倍率、手轮倍率、手动快速F0速度、回零减速速度;参数No1430设置切削最快钳制速度,参数No1610设置直线加减速,No1620设置快移加减速时间,参数No1622设置切削加减速时间。⑤设置增益相关参数:参数No1825设置位置增益,参数No2021设置初始速度增益。⑥设置显示相关参数:参数No3105后三位设置为101显示主轴、进给速度及当前刀位号,参数No3111后两位设置为11显示主轴及伺服设定界面,参数No3111前两位设置为11设置运行监视画面和报警切换,参数No3108前两位设置为11显示主轴负载表及手动进给速度。⑦设置互锁相关参数:参数No3003后四位设置为1101各轴及方向互锁无效。关机、开机、重启,保存设置并生效。⑧设置FSSB(光纤):进入参数界面,按扩展键找到FSSB选项,放大器应与轴对应。⑨伺服初始化:进入伺服设定,依次设定各轴电动机种类、标准参数读入、电动机代码、检出单位、N/M、丝杠螺距、方向和外置编码器。
关机、开机、重启,保存并生效设置。
(5)设置主轴参数。①使用串行主轴。主轴初始化。参数No3716#0设置为1定义串行主轴,参数No3717设置主轴轴号为1,参数No3720设置主轴编码器线数,参数No4133设置主轴电动机代码,参数No4019#7设置为1即主轴自动初始化。关机、断总电源,开机重启动,保存并生效设置。检查参数No4019#7,如果变为0,主轴初始化结束;设置主轴速度相关参数:参数No3741与No4020设置主轴最高转速,参数No3735设置主轴电动机的最低钳制转速,参数No3736设置主轴电动机的最高钳制转速,参数No4002#0位设为1,采用电动机编码器反馈。②使用模拟主轴。参数No3716#0设置为0,即使用模拟主轴;参数No3717设置为1,即主轴放大器号为1;参数No3730设置为1000,即主轴速度增益为1000;设置参数No8133#5为1,即串行主轴设为无效;设置参数No3736为4095,即主轴电动机最高钳制速度;参数No3720设置为4096,即位置编码器的脉冲数。设定各挡10V电压对应各挡最高转速参数No3741~3743。
至此,完成了数控机床的基本设置,其他参数的设置可以在使用中根据需要进一步设置与调整。
4 结语
数控机床作为现代制造业中最为重要的生产加工设备,其高能力、高精度、高效率等诸多优良品质只有在正确的参数设置下方能得以显现。
数控参数通常存放在磁泡内存或需要由电池保持的CMOS RAM 中,由于电池电量不足或外界的某种干扰、或数控系统长期不通电等因素,会使部分参数丢失或变化,发生混乱,使机床无法正常工作。因此数控机床购进后, 应注意按随机所带参数表将机内设定值仔细校对一次,并认真保存参数表,做好数据的备份。
另外, 当机床出现不正常的振动、冲动、粗糙度或精度问题等“ 软故障” 之后,首先应检查参数, 然后再进行其他方面的诊断往往可以提高机床维修的效率。数控机床在长期运行之后,由于机械运动部件的磨损、电器元件性能的变化等原因, 也需要重新调整相关参数。深入理解并掌握数控机床装调中的参数设置,有助于机床的维修与维护,使机床处于更佳的工作状态。