新闻资讯
钳工实训——刮花的4大基本操作方法
在精刮后或精刨、精铣以及磨削后的工件表面刮削出各种花纹的操作称为刮花,又称为压花和挑花。刮花操作一般选用精刮刀或刮花专用刀,钳工实训必学。
刮花的目的有三个:一使工件表面美观;二是使移动副之间形成良好的润滑条件;三是可以通过花纹的消失来判断工件表面的磨损程度。
花纹的类型有很多,在此介绍几种比较常见花纹类型,如弧形花纹、方块花纹、波浪花纹和扇形花纹,弧形花纹中主要有月亮花纹、燕子花纹。
1、弧形花纹基本刮法
首先用刮刀刃口左侧落刀,紧接着自左向右斜向刮削(如图1a所示),同时左手手腕要扭腕使刀刃顺势作一个自左向右的圆弧摆动(如图1b所示),使刃口部的刮削从左侧过渡到右侧,刀迹纵向长度一般为10mm左右,整个刮削过程瞬间完成,这样就可以刮出各种弧形花纹。也可以自右向左斜向刮削,通过左手手腕在用力下压的同时右手扭腕使刀刃顺势作一个自右向左的圆弧摆动,使刃口部的刮削从右侧过渡到左侧。
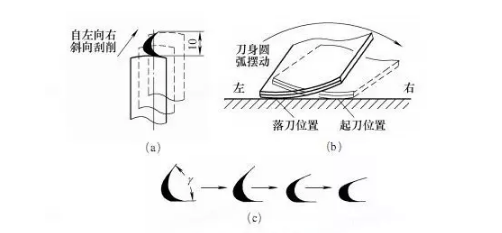
弧形花纹刮削要领:由于刮削条件和操作方法的不同,所刮出的弧形花纹的形状大小和弧形夹角也有相当的变化。一是要注意选择合适的刮刀,因为刀头部分的宽窄、厚薄、刀刃圆弧半径及楔角的大小对弧形花纹的形状都有一定影响;二是在刮削时要能够控制扭腕动作的幅度和推刮行程的长短;三是要利用刀头部分的弹性作用,一般而言,扭腕动作的幅度越大、推刮行程越短,所刮出的弧形花纹的夹角就越小、形状也越小,如图1c所示。
(1)月亮花纹及刮法 月亮花纹如图2所示。
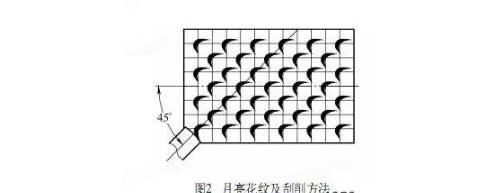
刮花前要在工件表面用铅笔划出一定间距的方格。
刮花时采用圆弧刃精刮刀,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。
(2)燕子花纹及刮法 燕子花纹如图3a所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时采用圆弧刃精刮刀,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。常见的刮法是:
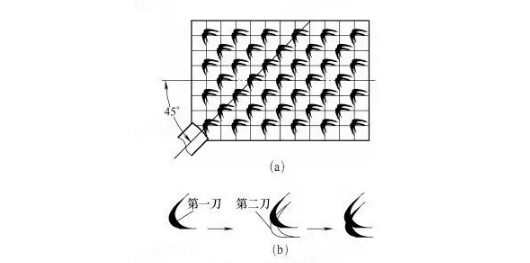
首先第一刀刮出一个弧形花纹,然后在第一个弧形花纹稍下的地方刮出第二个弧形花纹,这样就可刮出一个近似燕子的花纹,如图3 b所示。
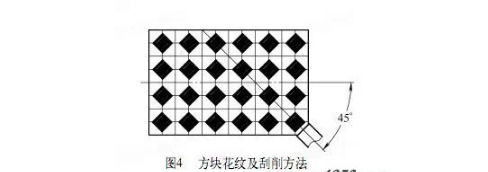
2、方块花纹及刮法
方块花纹如图4所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。金属加工微信,内容不错,值得关注。基本刮法是:采用直线刃(或大半径圆弧刃)窄刮刀进行短程推刮,刮出第一个方块后,应间隔一个方块距离即空出一格再刮出第二个方块。
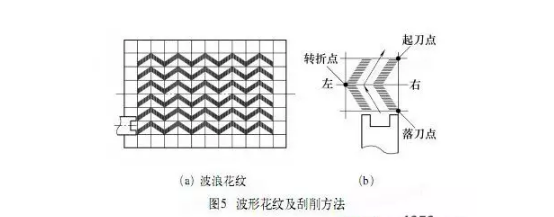
3、波浪花纹
波浪花纹如图5a所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时,刀身平面中心线要平行于工件表面纵向中心线,从工件的后面向前面进行刮削。基本刮法是:采用豁口刮刀进行刮削,选择好落刀位置(一般选择交点处),落刀后即向左侧斜向移动推刮,当达到一定长度时(一般选择交点处)紧接着向右侧斜向移动推刮至一定位置后起刀,如图5b所示。
4、扇形花纹
扇形花纹如图6a所示。刮花前要在工件表面用铅笔划出一定间距的方格和角度线。刮削扇形花纹要采用钩头刮刀(如图6b所示),要将刀刃右端磨锋利,左端稍钝一点,刃线要平直。基本刮法是:
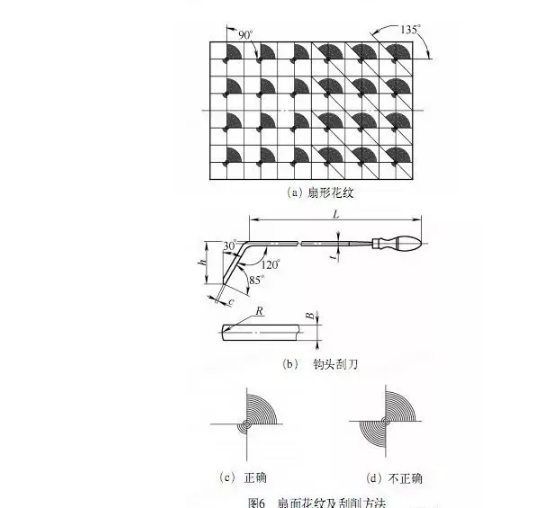
选择好落刀位置(一般选择交点处),左手握在距刀头50mm处,用力偏左下压,以刀刃左端为圆心,右手作顺时针方向旋转,旋转角度一般有90°和135°两种。正确的扇形花纹如图6c所示,由于用力不当,容易造成两端同时刮削,形成如图6d所示的花纹,钳工这样所刮出的花纹痕迹会过浅,属于不正确的花纹。