新闻资讯
必学│塑胶模具结构组成系统解析
模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
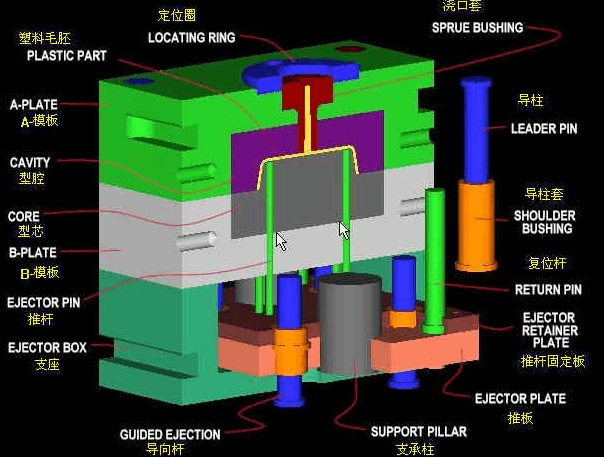
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。

1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。合模后型芯和型腔便构成了模具的型腔。按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体必须在料流的尽头通过排气口向模外排出,否则将会使制品带有气孔、接不良、充模不满,甚至积存空气因受压缩产生高温而将制品烧伤。一般情况下,排气孔既可设在型腔内熔料流动的尽头,也可设在塑模的分型面上。
后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽。注射中,排气孔不会有很多熔料渗出,因为熔料会在该处冷却固化将通道堵死。排气口的开设位置切勿对着操作人员,以防熔料意外喷出伤人。此外,也可利用顶出杆与顶出孔的配合间隙,顶块和脱模板与型芯的配合间隙等来排气。
5.导向系统:是为了确保动模和定模在合模时能准确对中而设立,在模具中必须设置导向部件。在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。早期的塑胶模具大都如此,相对比较落后。
3、辅助零件:塑胶模具常用辅助零件有定位环、注口衬套、顶针、抓料销、支撑柱、顶出板导柱导套、垃圾钉等等等,它们有一部分是标准件,可以直接在订购模架时一起订购,也有一部分需要自己设计。
4、辅助系统:塑胶模具的辅助系统有以下四个:浇注系统、顶出系统、冷却系统和排气系统。有时,因为所运用的塑胶材料需加热的温度很高,所以,有的模具还会存在一个加热系统。
5、附助设置:塑胶模具的附助设置有吊环孔、KO孔(顶棍孔)等等。
6、死角处理结构:当塑胶产品有死角的时候,模具还会有一个或多个处理死角的结构。如滑块、斜顶、油压缸等等。在国内大部分书上介绍这种处理死角的机构称之为“抽蕊机构”。
其实,塑胶模具并不难,不管塑胶产品怎样变化,对于来成形此塑胶产品的模具而言,它的结构无非就是上述的几个方面。而模具之间的差别就在于模具是大还是小?各个附助零件、附助设置、附助系统的位置或者方式不一样。处理死角的方法、结构、大小等有所变化而已。当然,要使设计出来的模具加工简单、装配方便、寿命长、价格适中、成形产品不错,设计经验特别重要。好的经验,可以处理设计、加工当中出现的问题,对待设变也比较有把握。

三、注射机的结构组成:一台通用型注射机主要包括注射装置、合模装置、液压传动系统和电气控制系统。注射装置主要作用是将塑料均匀地塑化,并以足够的压力和速度将一定量的熔料注入到模具的型腔中。注射装置主要由(螺杆、料筒和喷嘴组成的)塑化部件以及料斗、传动装置、计量装置、注射和移动油缸等组成。
合模装置:其作用是实现模具的启闭,在注射时保证成型模具可靠地合紧,以及脱出制品,合模装置主要由前后固定模板、移动模板、连接前后模板用的拉杆、合模油缸、连杆机构、调模装置以及制品顶出装置等组成。
液压系统和电气控制系统:其作用是保证注射机按工艺过程预定的要求(压力、速度、温度、时间)和动作顺序准确有效的工作。注射机的液压系统主要由各种液压元件和回路及其它附属设备组成,电气控制系统则主要由各种电器和仪表组成,液压系统和电气系统有机地组织在一起,对注射机提供动力和实现控制。