新闻资讯
备课资源|3D直观了解差速器装配调试全过程
汽车在拐弯时车轮的轨线是圆弧,如果汽车向左转弯,圆弧的中心点在左侧,在相同的时间里,右侧轮子走的弧线比左侧轮子长,为了平衡这个差异,就要左边轮子慢一点,右边轮子快一点,用不同的转速来弥补距离的差异。一般的差速器主要是由两个侧齿轮(通过半轴与车轮相连)、两个行星齿轮(行星架与环形齿轮连接)、一个环形齿轮(动力输入轴相连)。
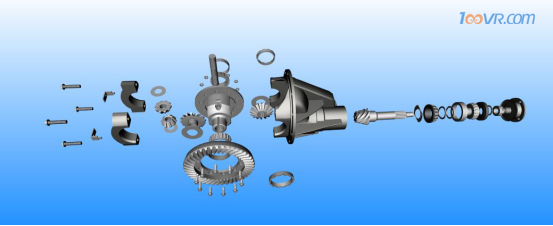
图为100唯尔教育差速器结构展示
今天100唯尔教育小编就通过100唯尔教育《差速器装配》课程给大家介绍下差速器装配过程,这门课程主要是通过汽车主减速器总成装配线上实际模拟工厂主减速器的装配调试过程,旨在让学生在实验室内实战训练装配过程、体验装配流水线工艺流程、流水线设备以及工装工具和专用设备,了解装配线物流系统和布置规律。实验主要仪器为汽车主减速器总成装配线,主要包含有轴承座压装机、测量选垫机、单轴机双轴螺母拧紧机、被齿端跳测量机、差速器搬运机械手、差速器被齿壳双轴拧紧机、差速器装配托盘、磨合实验台、拆装工作台、通用测量工具以及辅助吊具等。
一、装配准备工作
在进行装配之前,首先启动压缩机电源、线体总电源以及线体控制箱电源开关并按启动键。
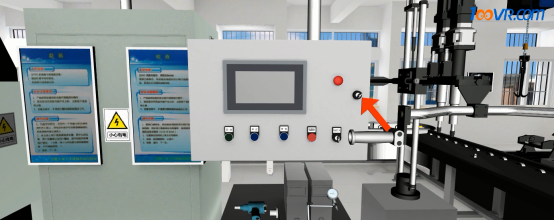
图为100唯尔教育启动压缩机电源
启动自动垫片测量机,参数默认设置。
通过装配间隙测量主锥齿轮轴的轴承垫片厚度。
二、归零:放上轴承标准块,按下轴承归零、垫片归零、减壳归零
在调试界面切换到手动,先后按下测量下缸、测量上缸、垫片气缸、轴承气缸,工件到位后,分别按下轴承归零、垫片归零、减壳归零,紧接按下标准值确认。

图为100唯尔教育归零操作
三、测量:选好托盘,放上测量件主减壳和32307轴承外圈进入测量位置,在工作界面按下测量1、测量3(注意:一定要确定先升起下缸)
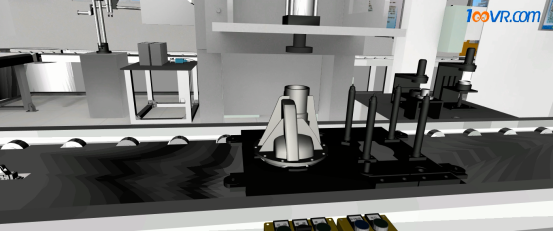
图为100唯尔教育测量操作
放上相应垫片,按下测量2,测量出所需厚度的垫片
结果:垫片厚度=减壳相对测量值-轴承相对测量值
要点:
1.测量时轴承内圈接触平稳
2.多点测量减少误差
3.厚度计算的补偿量可通过试验确定
四、轴承座压装及压装上下圆锥滚子轴承
启动电源开关,调手动挡,按下油泵启动。
压装减壳上下轴承外圈,托盘传动到位,选上下1号压头,放下挡板。
启动下缸上行,顶起工件,脱离托盘(防止压坏线体)
上缸下行,让上压头抵到挡板上(注意:需要双手同时按下两个双手下行按钮)
启动下缸上行,压合下轴承外圈
上缸上行,去掉挡板,放上上轴承外圈,双手同时按下“双手下行1”、“双手下行2”,上缸下行压合上轴承外圈。上缸上行,压装齿轴上下轴承内圈,减壳移到托盘另一侧。
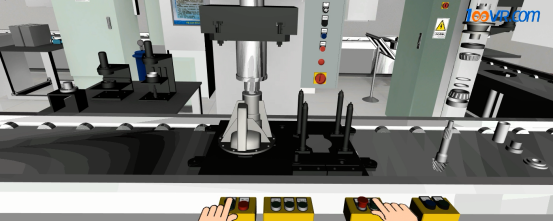
图为100唯尔教育轴承座压装
下压头换上2号压头,放上主锥轴,放上轴承垫片,放上下轴承内圈32306,再放上压装套筒,下缸上行,上缸下行压合(双手同时按下双手下行1/2按钮),下缸下行,取出套筒。
放上隔套,放上垫片,下缸下行,放上主减壳,下缸上行,上缸上行,放上上轴承内圈32306,放上压装套筒(注意:只能压轴承内圈的内部钢圈,需同时按下双手下行1/2按钮),上缸上行,取下套筒。
放上油封,放上油封盖板,上缸下行压合,上缸上行,放上凸缘,上缸下行压合(双手同时按下双手下行1/2按钮)。
上缸上行,放上垫片,放上凸缘螺母,下缸下行。
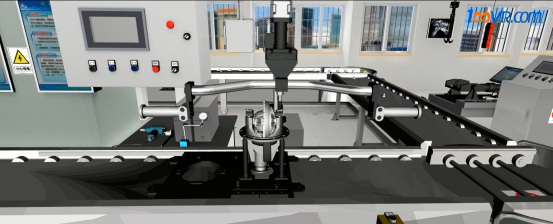
五、拧紧凸缘螺母
启动电源,安放主减壳,放上工件拧紧工装,参数设置。
调到工作状态,按拧紧按钮,启动拧紧,记录最大拧紧扭矩。

图为100唯尔教育拧紧凸缘螺母
按测量按钮,测量预紧力矩,并记录数据。
要点:
1.拧紧扭矩设置为20-50牛米
2.扭矩的误差在正负0.02牛米
六、差速器装配
差壳上工作台,上下半轴齿轮分别加上垫片,先装下半轴齿轮再装上半轴齿轮。
左右行星齿轮分别加上垫片,装上行星齿轮后旋转90度,对准孔位装上行星齿轮主销,插入固定主销的定位销。
图为100唯尔教育差速器装配
装完需要检查是否差速
将差壳倒扣在安装工位台,放上被齿,检查螺栓孔是否对位,如果没对上可用铜棒调整。
放上螺栓M12用小扭矩气动扳手拧紧
要点:
1.保证拧紧扭矩的误差在±5N.M
2.半轴齿轮和行星齿轮的组装
启动控制箱(与被齿端跳测量机同一个),设置自动挡
回到线体,将差壳平放在工作台,托盘传动到位,按下启动键自动上线。同时在控制屏幕里也有手动操作按钮可手动操作。
要点:
1.差速器托盘、合装线托盘被阻挡器定位
2.机械手定位抓取、搬运、放置
七、检测被齿端跳
按下自动按钮,随即自动测量,观察屏幕端跳测量曲线跳动。

图为100唯尔教育检测被齿端跳
要点:
1.测量时传感器接触平稳
2.被齿旋转平稳
3.测量数值处理方法合适
八、压装差壳上下轴承内圈
启动电源,调手动挡,同时按下油泵启动
安装好差速器部分上下压头,托盘传动到位,放上轴承内圈(带滚子)

图为100唯尔教育压装差壳上下轴承内圈
下缸上行,工件顶起,脱离托盘(防止压坏线体),下压头与轴颈内圈吻合起到固定作用,上缸下行压实(注意:上压头只能压轴承内圈的内部钢圈),上缸上行,下缸下行。
要点:
1.合适的压装力
2.必须压装到位
3.通过保压使工件充分到位,压入的工件位置稳定
九、差速器与减速器总装
托盘传动到位,在另外一个托盘上把主减壳倒扣在工装上,用电动机械手勾住差速器轴颈孔把差速器吊装主减壳上。

图为100唯尔教育差速器与减速器总装
放上两个差速器轴承外圈,两个花螺母及两个half压盖(注意:每个half压盖与减壳都是配套,不可调换使用)
放上四个螺栓,先用较小扭矩气动扳手打紧螺栓
十、调整花螺母,调整齿侧间隙,红白粉反应齿轮啮合接触斑点
限制凸缘转动,转动被齿用磁性百分表打齿侧间隙,用专用工具联调左右花螺母(一侧顺时针调动,另一侧则逆时针调动),使齿侧间隙符合技术要求,保持在0.15-0.3mm
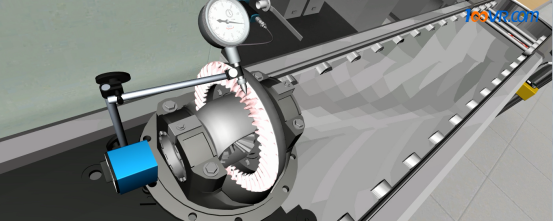
图为100唯尔教育调整齿侧间隙
位置到位后,同时上紧左右花螺母,检查、装调整螺母、止退片
十一、拧紧HALF盖螺栓M12
托盘传动到位,摆放工件,打开控制器开关
用双轴电动拧紧机拧到规定扭矩80N.m,拧紧机左边可以调上下,调整到位后,右边可以调松紧。
图为100唯尔教育拧紧HALF盖螺栓M12
十二、空载试验、下线
启动电源,在线体上用电动机械手勾住减壳安装孔把主减速器转动180度,再用机械手勾住凸缘螺栓孔把主减速器从线体上吊装到试验台。
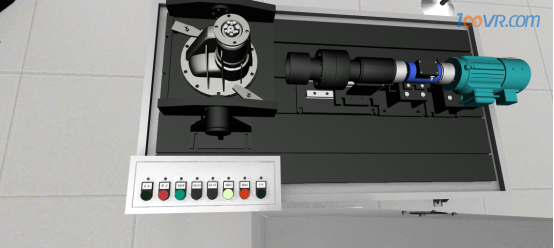
图为100唯尔教育空载试验、下线
摆正后,控制器调手动挡,调整好夹紧摆件,启动夹紧缸
转动90度,让工件平行于平台,调整好阻挡摆件,启动阻挡缸
控制界面恢复自动挡,设置默认参数,按下启动键开始测量,检查转动平稳性和记录扭矩值。
以上就是100唯尔教育关于差速器装配的课程内容了,老师们要是对其中的课程内容、课程资源感兴趣可以上100唯尔教育网搜“差速器”就可以看到相关的内容了。