新闻资讯
车削加工工艺Ⅰ—车床与附件简介
车削知识Ⅰ—车床及附件简介IM工艺
对大多数毕业生而言,很少有人再愿意或有机会去从事机床的实际操作。而懂得机床的基本原理和加工知识对于从事机械设计的人来说是必不可少的。从本期开始我们将展开对车、铣、刨、磨、钻等设备、刀具及工艺的介绍,希望能给大家带来帮助。车削加工简介车削加工时应用最为广泛的加工工艺,通过车削加工我们可以完成车端面、车外圆、车孔、车螺纹、车槽等等操作。其主要特点为:
车削是工件作主运动绕某一固定轴回转,各表面具有统一的回转轴线。因此容易保证各加工面间的位置精度。
切削过程比较平稳。一般情况下车削过程是连续进行的,不像铣削和刨削存在多次切入和切出的冲击。刀具一定时,切削面积和切削力基本不变,而且由于回转运动减少了惯性力和冲击,可采用较大的切削量进行高速或强力切削,提高生产效率。
刀具简单。车刀是刀具中最简单的一种,制造、刃磨、安装都比较方便。
车削加工能达到的精度一般为7-11级,也能达到IT6,表面粗糙度值一般在Ra0.8~12.5之间。
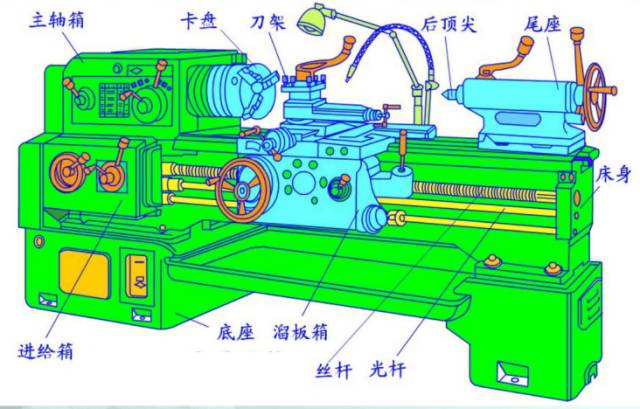
床身。是整个车床的基础部分,用以保证各部件的联接与相对位置。上面2条平行导轨分别放置刀架和尾架。
主轴箱。箱内主要是主轴和变速机构。主轴为空心轴,其内锥面用于安装顶尖,外锥面安装卡盘等附件。主轴的转速通过手柄拨至不同位置来实现。
进给箱。内装有进给变换机构,用以改变进给量和加工螺纹的导程,其作用就是将主轴的转动传给光杠或丝杠。
溜板箱。用于操纵车床的进给运动。内有横向进给结构、反正向机构、开合螺母机构、快速移动机构、过载保护机构和互锁机构等。
刀架。用以装夹刀具,可做横向、纵向和斜向进给运动。
尾座。一般2个作用,一是支撑工件,而是安装孔加工用的刀具。
光杠和丝杠。用于传递运动,实现车刀的进给和移动。
车床附件除了前面我们提到的车床的各种部件外,为了工艺的需要还需要一些其他的附件,比如三爪卡盘、四爪卡盘、花盘、顶尖、鸡心夹头、跟刀架和中心架等。下面我们来简单的了解一下。
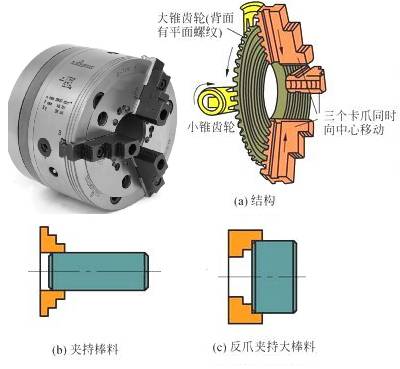
三爪卡盘利用锥齿轮传动能够自动定心,可以夹持圆形、三角形或六边形部件。由于其精度高,夹持方便而应用最为广泛。一般的三爪卡盘都有正反卡爪(如上图所示),正爪装夹工件时,工件直径不能太大,通常不能让卡爪超出卡盘其1/3长度。大直径的工件可以用反爪夹持。
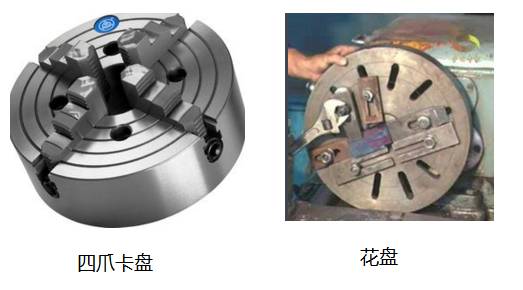
四爪卡盘一般常见的有两种一种是四爪自定心卡盘,一种是四爪单动卡盘。后者比较常见。四爪卡盘可用于夹持方形零件,如是单动卡盘则每一个卡爪都可单独移动,适用于夹持偏心零件和不规则形状零件。花盘是安装在车床主轴上的一个大圆盘,盘面上的许多长槽用以穿放螺栓,工件可用螺栓直接安装在花盘上,用以夹持非常复杂的零件,但其找正、定位比较复杂。
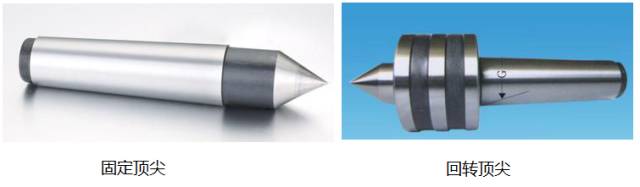
顶尖根据其型式不同分为固定顶尖和回转顶尖,根据在车床上的安装位置分为前顶尖和后顶尖。固定顶尖由于与中心孔存在摩擦,在高速旋转时容易发热烧坏顶尖,因而常用于低速。而回转顶尖将顶尖与中心孔间的滑动摩擦改为顶尖内部的轴承的滚动摩擦,可用于高速。
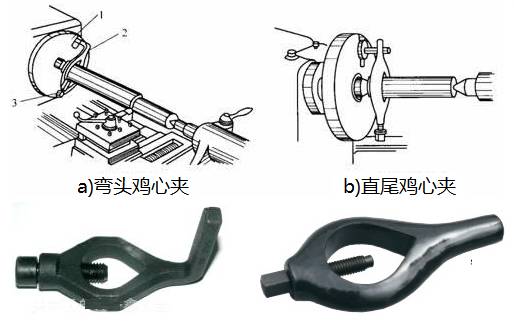
如果工件是采用两顶尖定位的方式,那么工件通常由安装在主轴上的拨盘通过鸡心夹头带动其旋转。鸡心夹头的一端带有螺栓,用以固定工件。

中心架固定在床身导轨上,可以增加被加工件的刚度,通常用于细长轴的加工,以保证其形位公差。
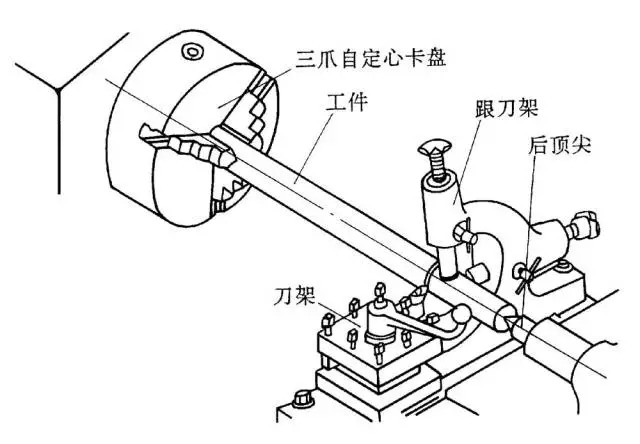
跟刀架是一种径向支承旋转工件的辅助装置。其固定在刀架的大托板上,加工时与刀具一起沿工件轴向移动,用来车削细长的光轴,增加轴的刚度
