新闻资讯
高职备课资源|0安全风险让学生掌握等离子弧切割全过程操作
钣金件的切割方法有:剪切(包括剪栀相,电动剪气动剪等)、铣切、鏨切、锯切、冲裁、气割、砂轮切割、等离子弧切割、激光切割等。本次提到的等离子弧切割有着以下7大特点而在熔化一些难熔的金属和非金属非常有利。

(1)温度高,能量集中。中心温度达3万℃,能量密度达106W/cm2.
(2)导电、导热性能好。
(3)电弧挺直度好、稳定性好。弧柱发散角仅为5°
(4)冲击力大。在三种收缩效应作用下,带电粒子从喷嘴喷出300m/s.
(5)可以切割任何黑色和有色金属等离子弧可以切割各种高焓点金属及其他切割方法不能切割的金属如不锈钢、耐热钢、钛、钼、钨、铸铁、铜、铝及其合金。切割不锈钢、铝等厚度可达200mm以上。
(6)可切割各种非金属材料,采用非转移型电弧时由于工件不接电所以在这种情况下能切割各种非导电材料如耐火砖、混疑土、岗石、碳化硅等。
(7)切割速度快、生产率高,在目前采用的各种切割方法中等离子切割的速度比快,生产率也比高。例如切10mm的铝板速度可达200一300m/h;切12mm厚的不锈钢,割速可达100一130m/h。
(7)切割质量高等离子弧切割时能得到比狭窄、光洁、整齐、无粘渣、接近于垂直的切囗而且切囗的变形和热响区较小,其硬度变化也不大。
但是等离子弧切割时会产生一些对人体的有害因素,主要有:有害气体、金属烟尘、弧光(紫外线)辐射、高频电磁场等。危险因素主要是电击等。因此今天100唯尔小编将通过100唯尔教育《车身修复》课程介绍一种场景式、0安全风险的学习方法。
1、准备工作
(1)安全防护
穿好工作服、安全鞋、工作帽、手套、面罩。
(2)安全规程
①等离子弧切割工作电压较高,电源空载电压也高,操作时一定要将电源可靠接地,割抢手把可靠绝缘。
②等离子弧的紫外线辐射比一般电弧强,注意眼睛和皮护的防护。
③等离子弧切割时,会产生大量的金属蒸气及有害气,须保持场所的通风。
2、操作步骤
(1)设备检查
注意事项:首先切断主机电源
旋下喷嘴,检查喷嘴和电极的损耗情况。喷嘴孔径变形过大或电极烧损变短,都必须重新更换。更换时应保证型号的统一性,按顺序将新配件装好,用力拧紧后把喷嘴及电极依次准确地安装到位。

图为100唯尔教育切断主机电源操作
喷嘴表面如果附着了飞物,将会影响喷嘴的冷却效果,应及时并且经常清除割炬头的灰尘及飞溅物,保持良好散热效果。
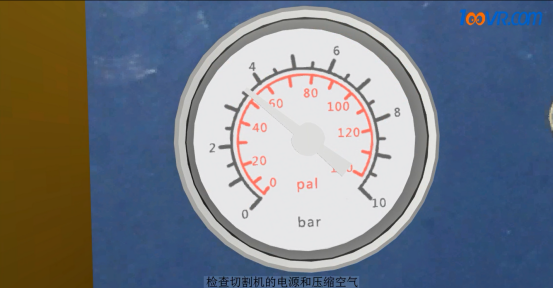
检查切割机的电源接入是否正常,检查切割机的接地线是否接好(很重要),检查搭铁是否可靠夹紧工件。
检查压缩空气是否接入,气压是否在颊定范围(03一05MPa)
(2)场地和车身咐件清理
清理切割场地周围的可燃物,清理车身板件背面的车身咐件,防止切割可能引起的火灾。切割场地应配备灭火器。
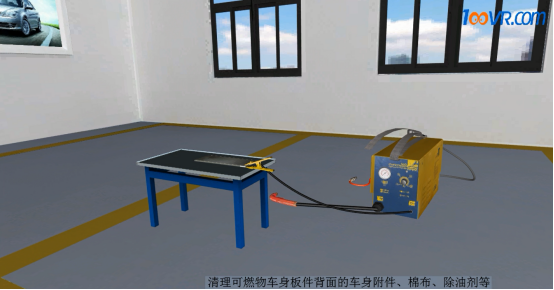
图为100唯尔教育场地和车身咐件清理操作
(3)检气
打开压缩空气阀门,然后把切割机的电源开关拨至开"位置,随即电源指示灯亮,再把检气开关拨至检气位置,这时有压缩空气从割炬喷出,此刻将切割机后面板的减压阀压力调至所需压力,再把检气开关拨至中间停止"位置。
图为100唯尔教育检气操作
注意事项:使用的压缩空气必须干燥清洁。因水气、油污易导电,电极上产生螺旋形黑条纹,说明水气、油污过多使电极、喷嘴内腔拉弧短路,极易损坏割炬,又不能正常工作。
(4)确定切割起点
对厚度5mm的板件可从任何位置开始切割。
对厚度>5mm的板件应从板件的边缘开始切割。如果一定要从板件的中间切割,可在切割的起始点用手电钻钻个小通孔,以小孔为起点进行切割。如强行从盲孔或无孔的位置开始切割将造成'翻浆"烧毁割炬。

图为100唯尔教育确定切割起点
(5)引试弧
对于LGK—63、LGK一100/60在准备切割时,手持割炬接近工件约lmm距离,按动割炬开关,这时有等离子弧从喷嘴孔内喷出,说明电极喷嘴等件安装正确。如果没有等离子弧从喷嘴孔内喷出,或只有微弱的等离子弧从喷嘴孔内喷出,说明电极、喷嘴安装不正确,关机后重新安装。
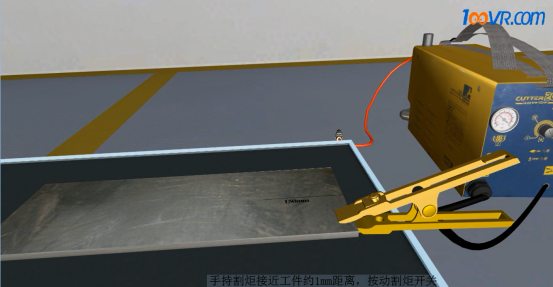
图为100唯尔教育引试弧操作
(6)开始切割
切割开始时喷嘴孔的外边缘对准工件的边缘,距离工件表面约lmm,按动割炬开关即可起弧,若未引燃电弧,松开割炬开关,并再次按动割炬开关起弧(应注意避不必要的反复闭合割炬开关,这样做有可能引起电源故障或降低电极使用寿命)。
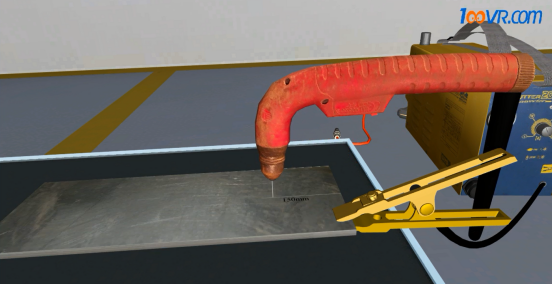
图为100唯尔教育开始切割
起弧成功后将喷嘴与工件表面的距离拉远,保持在6-8mm。匀速移动割炬进行正常切割,移动速度根据板材厚度不同而改变,可根据切割火焰判断切割速度是否合适。
注意事项:
①切割过程中若切速明显变慢、电弧中出现绿色光焰、起弧因难、切囗偏斜或切囗变宽等情况时,应及时更换电极、喷嘴。否则就会在喷嘴内产生强烈的电弧,击穿电极、喷嘴甚至烧毁割炬。
②在正常使用过程中,突然听见卟"的响声,弧光发红,弧渣上窜,应立即停止使用,此时电极、喷嘴已损坏,如断续使用会损坏割炬,必须更换电极、喷嘴后方可使用。
③更换时电极必须完全冷却(用压缩空气吹),否则电极基座受热膨胀发腻较紧,旋松时不能用力过猛。否则易损坏电极基座。电极、喷嘴更换使用前均需查看内腔是否干净,必须清除杂质后使用。
④切割时,电缆线尽量保持平直,如空间不允许,也不要形成死弯;同时不要用脚踩或挤压电缆线以造成气流受阻,气流过小,烧毁割炬。切割电缆线应避免与利器接触,以免造成破损,而影响正常的使用。
⑤割炬中的电极、喷嘴在使用过程中不能松动,电极须用专用扳手旋紧,每次使用前必须查看,见有松动随时用专用扳手旋紧,但不能使用活动扳手之类工具。
(7)完成切割
当工件将要切断时,切割速度应放慢,以防止工件变形,从而引起工件与喷嘴相碰造成短路。
松开割炬开关即完成切割。
注意事项:禁止用割炬头做为敲击工具来敲击切囗上的残渣。
(8)割炬保养
每次使用后清理一次割炬按下列步进行:
①切断主机电源
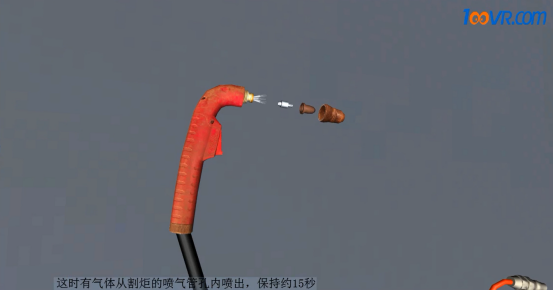
②卸下喷嘴罩、喷嘴、电极。
③重新打开电源开关,打开试气开关,这时有气体从割炬的喷气管孔内喷出,保持约15秒,以达到清理气管内脏物的目的。在清理过程中,不能按动割炬开关,以免损坏割炬。
③检查喷嘴和电极的损耗情况,需要重新更换的按要求更换。
图为100唯尔教育割炬保养
以上就是今天100唯尔教育关于车身修复课程等离子弧切割操作过程的内容,如果老师们对课程内容及其三维互动资源感兴趣可以直接上100唯尔教育网搜“车身修复”就可以看到相关的课程。