新闻资讯
必知金属切削加工基本常识以及数控加工中心各种切削方法
本文包含数控加工中心的必知金属切削加工基本常识,讲述了数控加工中心的必知金属切削加工基本常识以及数控加工中心各种切削方法。
随着加工工业的不断突进,其工业水平的拔高,对机床和加工中心的使用变得越来越普及,同时对机床所用的切削刀具液要求也越来越高。数控加工中心的必知金属切削加工基本常识:
数控机床对刀具材料的要求
较高的硬度和耐磨性
刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。
足够的强度和韧性
刀具在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使刀具不崩刃和折断,刀具材料必须具有足够的强度和韧性,一般用抗弯强度表示刀具材料的强度,用冲击值表示刀具材料的韧性。
较高的耐热性
耐热性指刀具材料在高温下保持硬度、耐磨性、强度及韧性的性能,是衡量刀具材料切削性能的主要指标,这种性能也称刀具材料红硬性。
较好的导热性
刀具材料的导热系数越大,刀具传出的热量越多,有利于降低刀具的切削温度和提高刀具的耐用度。
良好的工艺性
为便于刀具的加工制造,要求刀具材料具有良好的工艺性能,如刀具材料的锻造、轧制、焊接、切削加工和可磨削性、热处理特性及高温塑性变形性能,对于硬质合金和陶瓷刀具材料还要求有良好的烧结与压力成形的性能。
刀具材料种类
高速钢
高速钢是由W、Cr、Mo等合金元素组成的合金工具钢,具有较高的热稳定性,较高的强度和韧性,并有一定的硬度和耐磨性,因而适合于加工有色金属和各种金属材料,又由于高速钢有很好的加工工艺性,适合制造复杂的成形刀具,特别是粉沬冶金高速钢,具有各向异性的机械性能,减少了淬火变形,适合于制造精密与复杂的成形刀具。
硬质合金
硬质合金具有很高的硬度和耐磨性,切削性能比高速钢好,耐用度是高速钢的几倍至数十倍,但冲击韧性较差。由于其切削性能优良,因此被广泛用作刀具材料 。
(1)学习和掌握工件材料的加工性,有效地选择切削方式。工件在切削加工时的难易水平,叫做材料的切削加工性。材料在切削加工时越难,它的切削加工性就差,反过来就易。决定加工零件材料加工性难与易的因素有:材料的化学成分与配比、材料的物理与力学作用及材料的金相组织分配等。工件的化学成分与配比又决定了材料的物理、力学功能和金相安排及热处理后的功能。它影响着切削条件的选择与切削参数的确定,是编程必须考虑的关键问題。工件材料按它们的作用,其切削加工性分为易、较易、较难和难等级。在知道其材料作用和切削特点后,抓住期间影响切削加工性的主要问题,就能够适当地去挑选刀具材料、刀具(刀片)的参数、切削用量、切削液及刀具(片)槽型。为了保证加工精度和已加工外表粗糙度值,还可根据工件的切削加工性与切削标准,确定刀具磨损极限值或刀具寿限及切屑形状与排出方式。
(2)学习和掌握刀具材料的功能特点与应用,为有效选择刀具材料获得理论依据。当代用来切削的刀具材料有:锋钢(包含高功能锋钢和涂层锋钢)、硬质合金(包括新商标、涂层、钢结及TiC基硬质合金)、陶瓷、PCBN及金刚石(包括天然金刚石、PCD和CVD)。共计商标达上百个。各个商标各有各的的功能特点和应用范围,是每个编程和运作数控加工中心的工作人员有必要要掌握的刀具知识。只要按照工件材料合理地选择刀具材料,才能得到理想的切削效果,使刀具在有效的切削用量前提拥有适当的寿数,而降低停机换刀的等待時间。选择数控加工中心用到的刀具材料,应尽可能选择切削能力出色的、采用寿限高的刀具材料。如涂层锋钢和硬质合金,在切削有色合金时采用pcd、cvd和金刚石涂层硬质合金,其刀具使用寿限为通常是普通刀具的几十到上百倍,加工品质也易保证。
(3)把握好刀具的参数,使刀具获得有效的切削功能。当代的数控加工中心所使用的刀具,选择可转位刀片的机夹类刀具,它的参数的组成是由刀片参数和刀柄上刀片装置槽的结合而成。不一样用处的刀片,它的形状和断屑槽型及刀片前、后角与刀尖角、刀尖圆弧直径不一样。这就需要在选择时要根据工件材料、工件构造与形状、加工环节(粗、精加工)和切屑的排断来概括。这些参数的选择,必须以切削理论和经历为基本,才会使切削获得该有的效果。
1、往复切削:
往复切削方法创建往复平行的切削刀轨,在步距运动期间保持连续的运动,没有抬刀能够最大化的对材料进行切除,是最经济、最省事的切削运动。这种切削方法顺铣、逆袭并存,如果启用操作的壁面清理,则会影响壁面清理的刀轨方向,以维持壁面清理是纯粹的顺铣或者逆铣。
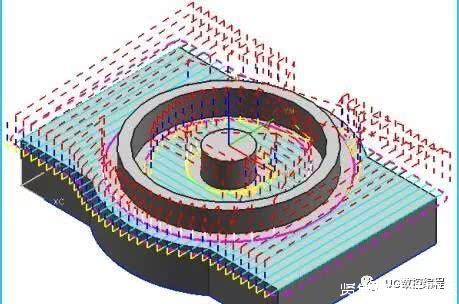
2、单向切削:
单向切削方法产生平行且单向的切削刀轨,回程是快速横越运动,因为在回程时不产生切削,所以会影响加工效率。单向切削能始终维持一致的顺铣或逆铣切削,通常用于岛屿的表面加工和不适用往复切削方法的场合,如一些陡壁的筋板,一般用与表面的精加工。
3、沿轮廓的单向切削:
沿轮廓的单向切削用于创建平行的、单向的、沿轮廓的刀轨、始终维持着顺铣或者逆铣切削。加工的壁面质量比往复式切削及单向切削要好,并且切削比较平稳,对刀具没有冲击,所以通常用于加工侧壁要求比较高的零件或薄壁零件。
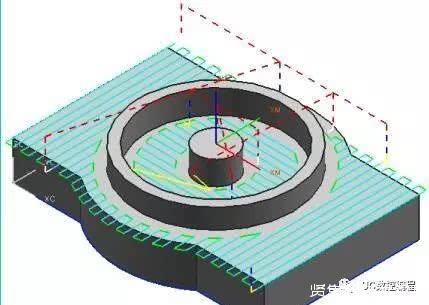
4、跟随周边切削:
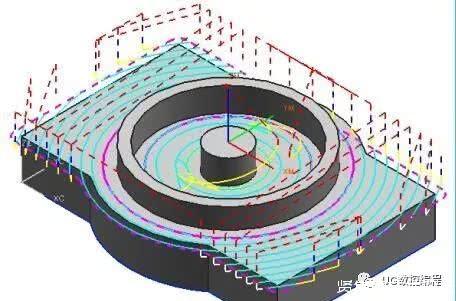
跟随周边切削方法主要用于创建沿着轮廓顺序的、同心的刀轨,它是通过对外围轮廓的偏置得到的,所有的轨迹在加工区域中都以封闭形式呈现。跟随周边切削的刀轨是连续切削的刀轨,没有空切,基本能够维持单纯的顺铣或者逆铣,因此既有较高的切削效率也能维持切削稳定和保证加工质量,通常用于带有岛屿和内腔零件的粗加工。
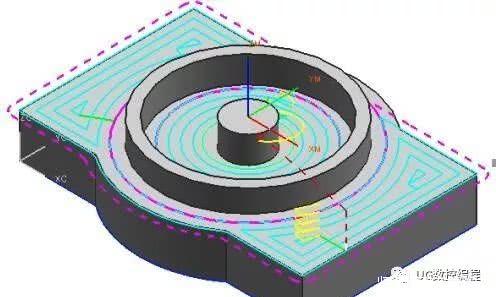
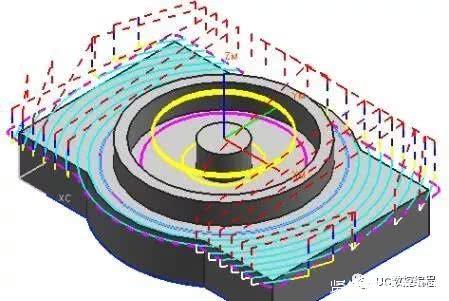
5、跟随工件切削:
跟随工件切削方法产生一系列仿形被加工零件所有指定轮廓的刀轨,既仿形切削区的外周壁面也仿形切削区中的岛屿,这些刀轨形状是通过偏置切削区的外轮廓和岛屿轮廓获得的。跟随工件切削的刀轨是连续切削的刀轨,学数控编程群726236503帮助你。没有空切,能维持单纯的顺铣或者逆铣,因此既有较高的切削效率也能维持切削稳定和保证加工质量,通常用于有岛屿的型腔加工区域。
6、摆线切削:
摆线切削方式用于在轮廓周边产生一个个小圆圈,从而避免在切削时发生全刀切入导致切削的材料量太大。摆线切削适用于高速加工,以比较均匀的切削负荷进行加工。
来源:模界英雄