新闻资讯
数控机床培训|数控加工中如何解决切削过程中的振刀
数控加工过程中会遇到各种问题,一般使用车床进行机械加工时, 比如切削过程中的振刀, 从而造成零件有振纹,刀具容易蹦刃等现状的产生。关工具机的颤振(Chattering)学理分析在工具机研究上属於相当艰深的一门学问,其产生来源与加工材质、机械设计及切削条件有着相当的关联,一般以上图来解释整个切削系统,其中“切削过程”牵涉到材质(工件)的硬度、进给的大小等等,而“机器结构 ”部份则牵涉到工具机各单体结构强度设计,诸如主轴轴承、头部本体,刀盘设计以及刀具 夹持等特性。会发生所谓的“振刀”的场合约有以下几种场合:
(一)利用成型刀片进行成形车削。
(二)细长圆杆的外圆车削。
(三)薄肉圆杆的外圆车削。
(四)箱形部品(如钣金焊接结构件)车削。
(五)超硬材质切削。
(六)轴承已受损而继续切削等。
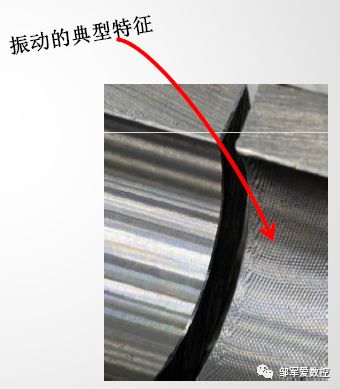
当振刀发生时,刀具、工件与车床的振动往往导致工厂内部有刺耳的噪音,而其振幅大小单边达数十微米(μm)以上,有时其至高达100微米以上亦所在多闻。这种振刀不仅造成刀具或工件的夹持变松之外,同时也因其吵闹的噪音次声波对操作人员造成不良的身心影响,而加工精度也因此无法达成客户的要求,因此各工具机厂莫不严阵以待地将振刀问题之排除视为提升良品率最大的挑战。
如果你遇到这种问题,如何解决的呢?欢迎留言,分享你宝贵的经验。
刀具在加工工件的时候会在径向方向产生一个分力(Fp),如下图:
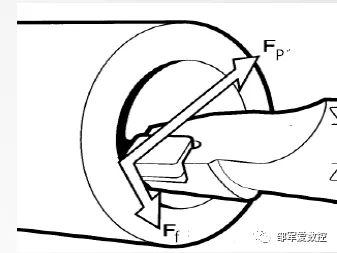
在受到力的时候,如果刀具刚性不足,那么刀体就会变形,会往力的方向产出偏差,有一个位移。
刀具有了位移,这样吃刀深度就变小了,力也就变小了,那么产生的位移也就变小了。
产生的位移变小,刀具就向力的反方向移动,这样吃刀深度又变大,同时切削又变大。
这就好比把刀具比作一个细长木棍,一端固定,另一端受力,那么远离未固定的一端就会产生偏移,回弹。
就这样,加工过程中,不断变化的切削力作用到刀具和工件,从而产生震动。
那么我们可以看到,产生振动有两个直接相关的因素:
一,刀体本身的强度。
二,切削力的大小。
当然还和其它因素有关,比如工件的强度(工件也会产生位移),机床,夹具,加工参数等等,军哥就不展开分析。
今天这篇文章仅从上面两点给大家一个解决的思路。
一,刀体本身的强度
刀体本身的强度,这个好理解,越粗越短,强度就越大,所以你想往这个方向上解决振动问题,那么就把刀体往短,往粗了弄,那一定会解决问题的。如果加工度长度有要求,那也要注意下面的问题。
1,钢制刀杆伸出长度控制在3倍径以内。
2,重金属刀杆伸出长度控制在,6倍径以内。
3,如果还要长尽可能使用减震刀杆。
二,切削力的大小
切削力,这个更好理解了,切削力越小振动越小。那么从刀具角度来讲,你可以从下面两个方面选择合适刀具,效果会立竿见影。
1,大前角,小刃口宽度的刀具。
关于刀具刃口宽度,很多朋友表示不知道,具体概念就不解释了,一图胜千言,如下图所示:
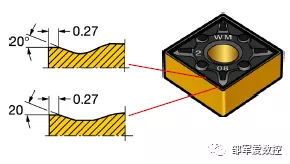
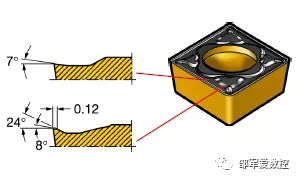
上图两种类型的刀片前角分别为20度和24度,刃口宽度分别是0.27 和0.12。
也就是说前角越大刃口宽度越小意味着刀具越锋利,切削过程中切削力会越小。
另外说下,刀具的刃口宽非常重要,直接决定编程时候进给F的大小,关于切削参数的选取,后面有时间分享。
2,刀具主偏角
刀具切削零件的过程中会受到两个力,轴向和径向切削力。
比如下图所示:
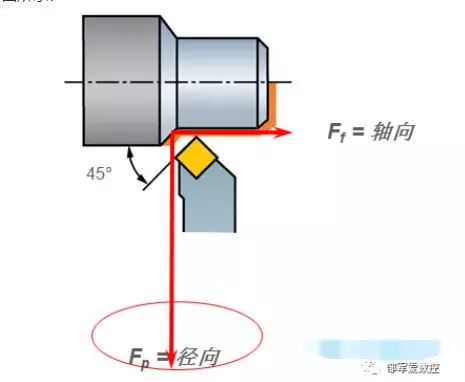
上图为45°主偏角的刀具,红色箭头长短示意此方向受力的大小,即径向受力大于轴向受力。
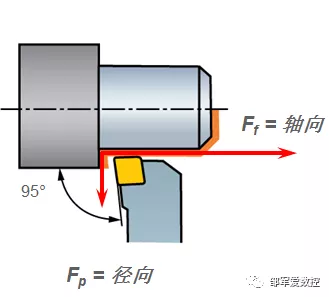
上图为95°主偏角的刀具,红色箭头长短示意此方向受力的大小,即径向受力小于轴向受力。
也就是说,刀具主偏角的大小直接决定径向切削力的大小,刀具主偏角越大径向受到的切削力越小,主偏角越小径向方向受到的切削力越大。
如下图所示:
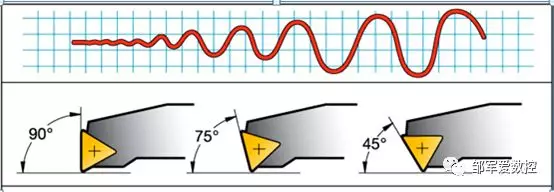
上面三种常见的刀具主偏角分别为:90°,75°,45°。主偏角越小径向受力越大,刀具震动趋势越大。
好了,今天的干货就分享到这里,你若泛泛一看,觉得这些知识你也知道,或者自己看明白了,不在深度思考,那么你很难学有所获,做出成绩来。
大家切记,知道不等于会!
军哥我分享的干货,你泛泛一看,好像没什么高大上的东西,但是你若认真思考,举一反三,一切都完全不同了。
举个例子:
加工深孔的时候,你有没有遇见过孔的尺寸不稳定?
什么原因?
如果从刀具角度来分析,你认真思考下,文章开头讲的震动产生原理。
在受到力的时候,如果刀具刚性不足,那么刀体就会变形,会往力的方向产出偏差,有一个位移。这就很好解释为什么尺寸不稳定了。
你进一步思考,刀具切削零件的过程中,零件也会受到力,若零件的刚性不足,零件也会产生位移,偏摆。
若刀具锋利,因为远离装夹一端,切削受力时零件偏摆大,那么就会多切削,若是加工孔,那么孔口尺寸就会大…..。这就是老师傅俗称加工出来的零件带稍。
如何解决,若零件本身刚性不足,装夹上很难解决,那么从刀具方面,比如选择主偏角较大的刀具,降低零件径向方向的受力,从而减少零件因刚性不足产生的偏摆,震动……。
好了,这个时代人都很浮躁,军哥分享的干货,不少人泛泛一看,然后有待下一篇新文章。这样不管看了多少,他们并没有真正成长起来,看似非常勤奋,还是懒汉一条。为什么?