新闻资讯
新能源汽车冲击,发动机就前途暗淡了?
近年来,随着混合动力、纯电动等新能源车的普及,让不少人认为,汽车零部件企业尤其是汽车发动机生产企业前途暗淡,他们认为“发动机是熟透了的技术”,就要进入“冰河期”了。
这其实是一个误解。更多新型发动机的诞生,比如大发、马自达、通用等企业相继开发出更小排量更新技术,燃效相比以往至少提升22%以上,即便扣除自启停带来的油耗优势,也能看出传统发动机其实还有很大的挖掘潜力,可以继续茁壮成长。
近年来,随着混合动力、插电混合动力、纯电动以及燃料电池车概念的发酵,让人们认为新能源将会是未来的核心,前途光明,也因此有人因而抛弃传统发动机,认为“发动机是熟透了的技术”,在新一代汽车(新能源)的冲击下,发动机前途暗淡,仿佛发动机就要进入“冰河期”一般。
这其实是一个严重的误解,在美国的某些发动机开发部门甚至流传着一个完全相反的笑话,ICEAGE的确会来,但不是冰河期,而是“内燃机时代”,ICE其实是InternalCombustion Engine的缩写。
传统发动机尚未“熟透”
更多新型发动机的诞生,比如大发、马自达、通用等企业相继开发出更小排量更新技术,燃效相比以往至少提升22%以上,即便扣除自启停带来的油耗优势,也能看出传统发动机其实还有很大的挖掘潜力,可以继续茁壮成长。
根据今年的数据统计,全球汽车经济性在过去1999年到2012年期间,油耗提升了7.9%,当然这其中包含了混合动力车型,比如普锐斯、沃蓝达,但其实混合动力的真正爆发点是2008年,所以整量上影响并不大。
代表发动机进步的一个指标是尾气损失、冷却损失,如今很多传统发动机尾气温度大概在600℃左右,但是新型追求燃效的发动机已经可以降低到接近500℃,并且发动机排气歧管、缸壁表面也几乎不会出现温度升高的情况,这也就意味着大部分能量都用于驱动车辆了。
在传统动力上,马自达运用高压缩比在第一阶段达到了与弱混相当的燃效,第二阶段可以达到强混相当的燃效。这其中发展的核心点就在于单纯利用发动机实现稀薄燃烧,最终希望内燃机可以在2030年将70%的内燃机汽车二氧化碳排放量相比1990年降低80%。
关于发动机前途暗淡的讨论,我们虽然能看到中国政府在鼓励PHEV、EV甚至FCEV的发展,并且希望这些车型能快速提高份额,但实际上这种提高其实是政府一直在主观引导,而在全球市场看来,一旦2020年放开补贴,那么全球市场的发展绝不仅仅是消费者希望的那样。
富士CHIMERA综研关于2020年世界需求的预测中表示,新能源汽车(含HEV\EV\FCV)由2010年的1.4%增长到2015年的4.4%,2030年将达到8.6%,也就是说即便到了2030年,依然是传统内燃机的天下。这主要是因为未来汽车市场增长点主要在发展中国家,又以中国、泰国、印度、巴西、俄罗斯、墨西哥等为甚。
新兴市场国家消费者通常比较保守,他们特别抗拒可靠性比较差的产品,加上购买高等级汽车的阶层有限,所以预算不足以购买新能源车型,当他们预算充足了,这些国家也会更愿意购买后驱车型。另外,新兴国家大都行驶距离更长,并不像日本这些国家,单纯EV拥有100-200km的续航即可。
当然,HEV混合动力其实也是搭载传统发动机的汽车,并不能完全归于新能源汽车,所以发动机依然可以在高压缩比、燃效方面继续发展。

据报道,在传统动力上,马自达运用高压缩比在第一阶段达到了与弱混相当的燃效,第二阶段可以达到强混相当的燃效。这其中发展的核心点就在于单纯利用发动机实现稀薄燃烧,最终希望内燃机可以在2030年将70%的内燃机汽车二氧化碳排放量相比1990年降低80%。
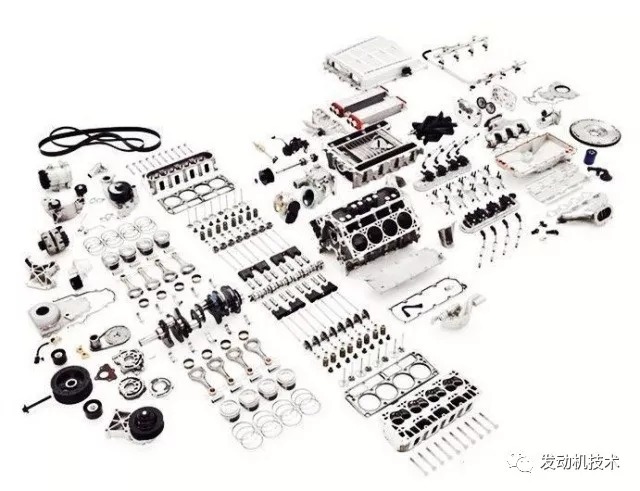
就目前来说,传统汽车零部件无论是体量还是重要性,依然远远超过新能源所占的比例,发展新能源并不代表放弃传统汽车的相关发展,两者都很重要。新技术的突破需要先进机加工技术的保驾护航,那么今天小编就给金粉们分享几个在传统发动机、混动变速器曲轴以及电动机壳体领域加工的案例。
勇克QUICKPOINT 磨床
在过去的两年多中,雷诺集团订购了45台勇克磨床,其中绝大多数都在法国投产,用于雷诺集团 最前沿技术的项目中,如混动车项目(Locobox)或样机生产项目。


力劲LH-500加工中心
柔性生产是未来制造业的发展趋势,将是工业4.0智能制造的决胜点。在大规模生产环境下,具有高度柔性的数控加工中心装备,凭借多品种、批量化的生产优势,得到市场认同。
在现代汽车制造业,自动化程度高、工艺技术先进复杂,围绕汽车发动机、变速箱及汽车结构件等压铸生产件的柔性加工,力劲集团在其丰富的压铸产品制造及后加工的经验中,研发了LH-500自动化数控加工中心,快速进给,自动换刀,覆盖了从低速的铸件加工到高速的铝合金加工,满足以汽车产业为首的众多行业的广泛需求。

高刚性:将X和Y轴的线性轨道配置在高位,实现了厚壁的高刚性床身。三点支撑结构、立柱左右对称设计、大段差高低轨设计等,提高了安装的稳定性,减少了热変位的影响,保证刚性加工品质和切削刚性。
高端数控系统:LH-500数控加工中心根据不同的生产需要,提供了丰富、灵活的配置选项。标配三菱M80数控系统和触控式屏幕,也可选配SIEMENS 828D或FANUC 0i-MF数控系统。
快速进给:快速位移(X/Y/Z)60m/min,切削进给速度1-60m/min。测试显示,相比传统机型,快进速度提高20%以上。
环保节能:机台应用了先进的油压+变频节能设计。实际测试,耗电量(476Wh)减少30%,待机耗电量(850Wh)降低57%。底座高低轨设计搭配轻量化立柱,为整个机台带来了最低的能耗和最佳的工作响应。
加工案例:汽车发动机汽缸
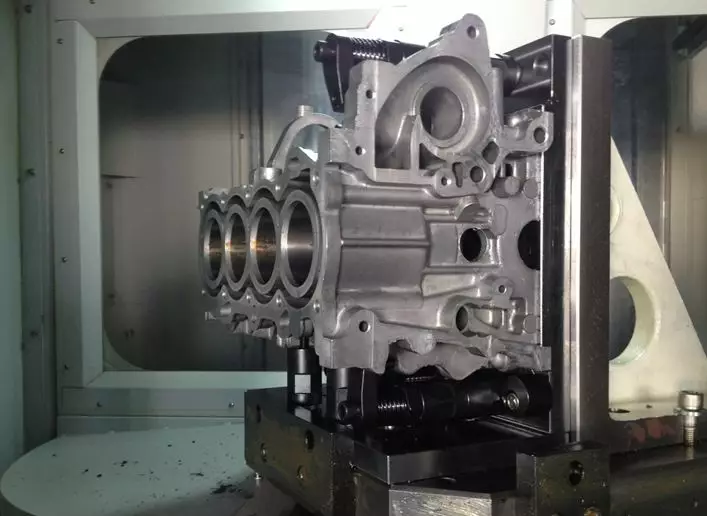
视频资料,建议wifi观看:
机台参数
主轴:直结式12,000rpm,扭力140Nm
电机:X/Y/Z轴向电机功率4.5/7/3kw,扭矩37.2/49/22.2Nm;APC电机功率2kw,扭矩13.17Nm
APC装置:交换时间9sec,马达规格2kw(伺服)
进给:快速位移(X/Y/Z)60m/min,切削进给速度1-60m/min
刀库:圆盘式换刀方式,刀具数量40set,换刀时间(T-T)4sec
计算机及自动化技术是柔性生产的物质技术基础。LH-500自动化加工柔性生产装备,能快速响应多品种、大批量生产需求,消除冗余无用的损耗,为企业获得更大的效益,在汽车制造业等大型企业的规模化生产方面,提供高效、强力的支持。
肯纳金属Mill4-12KT切向方肩铣刀
我们直接来看一段Mill4-12KT加工钢件和铸铁的视频!
视频资料,建议wifi观看:
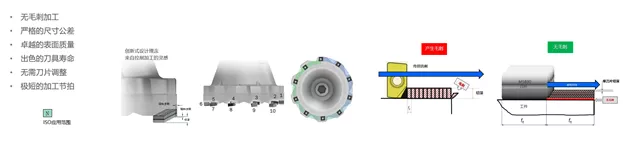
在所有钢和铸铁材料加工中,
Mill4-12KT 切向方肩铣刀
都具有良好的底面精加工性能!
专利刀片设计——采用三角形刃带设计——在钢和铸铁材料加工中具有无与伦比的稳定性。
轴向跳动非常小,因此具有出色的底面精加工性能。
七种材质,七种刀尖圆角,切削深度可达 12mm,这款产品具有广泛的适用性,可满足多种方肩铣削应用的需求。
山特维克可乐满
新能源汽车电动机壳体加工
在新能源汽车中,电动机是非常重要的一个关键零部件,其性能好坏直接影响到新能源汽车动力系统的性能。
因为电动机有的是与减速器、差速器集成在一起,有的是与桥壳集成在一起的,也有集成在车轮上的,导致电动机的壳体形状和结构各异,但其壳体的机加工特点却是类似的。
为适应汽车轻量化发展的大趋势,电动机壳体的典型材料是铸造铝合金,例如A6061-T6。电动机壳体的机加工序主要有:铣面、钻孔、镗孔、铰孔、攻丝。
针对这些典型机加工序,山特维克可乐满能提供一系列的先进刀具解决方案,来满足各类工况以及客户的需求。
新能源汽车电动机壳体的先进刀具解决方案:

在铝合金面铣削方面,山特维克可乐满近期推出了M5X90系列:
-
PCD刀片式精面铣刀M5B90
-
PCD刀片式粗精复合面铣刀M5C90

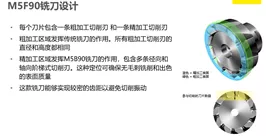
-
钎焊PCD刀尖的粗精复合面铣刀M5F90
针对铝合金零件的钻削,山特维克可乐满CoroDrill® 400直槽钻和CoroDrill® 430三槽钻,可提供整体硬质合金材质和PCD材质供客户选择,结合其优化的抛光容屑槽和高精度冷却液孔设计,可在保证孔质量的同时,获得更长的刀具寿命。并且可以根据工况和客户需求提供定制的复杂多阶成型钻头,同时支持微量润滑 (MQL) 系统。
-
硬质合金钻头CoroDrill®


在攻丝方面,山特维克可乐满有CoroTap®系列:
-
通孔和盲孔丝锥CoroTap®
