新闻资讯
职教3D资源|不容错过!注塑模的详细装配过程
注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑模具的结构形式和模具加工质量直接影响着塑件制品质量和生产效率。注塑模具装配是注塑模具制造过程中重要的后工序,模具质量与模具装配紧密联系,模具零件通过铣、钻、磨、CNC、EDM、车等工序加工,经检验合格后,就集中装配工序上;装配质量的好坏直接影响到模具质量,是模具质量的决定因素之一;没有高质量的模具零件,就没有高质量的模具;只有高质量的模具零件和高质量的模具装配工艺技术,才有高质量的注塑模具。
今天100唯尔教育小编就结合100唯尔教育《塑料模具制作》课程及其三维互动资源来介绍下注塑模具的装配过程。
一、装配定模组件
1. 选择组件装配基准件,根据小碗注塑模装配图,选择定模板作为定模组件的装配基准件。
2. 装配导套,将导套装入定模板导套孔中,安装时,需保证导套中心与定模板分型面垂直。
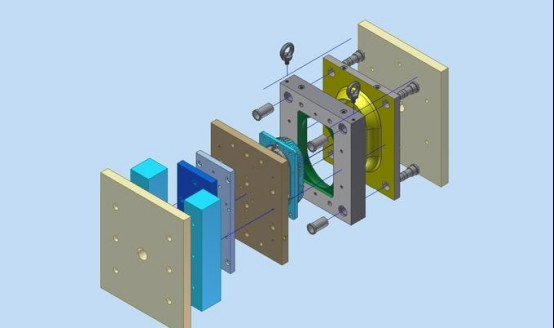
3. 装配小型芯,将小型芯装入定模板小型芯孔中,并保证型面配合准确。装配完成后,将定模板放置在平面磨床上,以定模板分型面为基准,修磨定模板上表面、导套上端表面、小型芯上端表面平齐。

图为100唯尔教育装配小型芯
4. 装配定模座板,将定模座板装配在定模板上表面,并注意检查两板结合面之间需贴合无晃动。
5. 装配浇口衬套,调整定模座板及定模板中心的浇口衬套孔配合位置,将浇口衬套配入其中,并确保浇口衬套下端表面与定模板分型面平齐。
6. 装配定模座板紧固螺钉、调整定模座板与定模板螺钉孔配合位置,并旋入螺钉,以对称的方式拧紧螺钉。
7. 装配浇口垫圈,使浇口垫圈内孔与浇口衬套外圈相互配合,同时使浇口垫圈外圈与定模座板浇口垫配合孔相互配合。

图为100唯尔教育装配浇口垫圈紧固螺钉
8. 装配浇口垫圈紧固螺钉,调整浇口垫圈与定模座板螺钉孔配合位置,并旋入螺钉,以对称的方式拧紧螺钉。
9. 装配管接头,将管接头分别安装于定模板两侧冷却水孔端,并注意安装处的密封。
二、装配动模组件
1. 选择组件装配基准件,根据小碗注塑模装配图,选择型芯固定板作为定模组件的装配基准件。
2. 装配导柱,利用等高垫块将型芯固定板垫起,使用压力机将导柱压入导柱孔内,压入导柱时,需确保导柱中心与型芯固定板表面垂直。
3. 装配大型芯,将大型芯装入型芯固定板上的型芯孔中,并保证型面配合准确。装配完成后,需检查型芯固定板配合面是否平齐,如若不平齐,则需要利用平面磨床进行修磨处理。
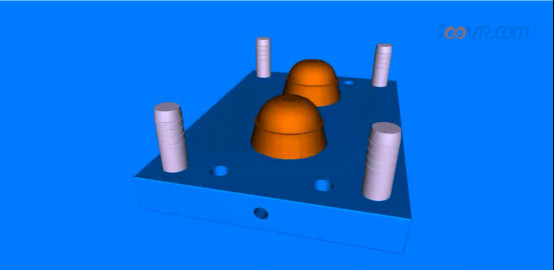
图为100唯尔教育装配大型芯
4. 装配型芯垫板,使型芯垫板与型芯固定板相对齐,装配时,应检查两板之间贴合是否紧密,有无晃动现象。
5. 装配复位杆组件
(1) 将复位杆装入推板中,复位杆底面不得高出推板底面
(2) 将拉料杆装入推板中,拉料杆底面不得高出推板底面
(3) 装配推板垫板
(4) 装配螺钉
(5) 将复位杆组件装入型芯垫板

图为100唯尔教育装配动模座板
6. 装配垫板,并注意安装位置和方向
7. 装配动模座板,并注意安装位置和方向
8. 装配螺钉、装配动模座板紧固螺钉,以对称的方式拧紧螺钉
9. 装配垃圾钉,按装配图位置和要求装配垃圾钉
三、合模
1. 修整复位杆,检查复位杆上端表面与型芯固定板上表面是否平齐,若复位杆上端表面高于型芯固定板上表面,可使用金刚锉或砂轮进行修整。
2. 装配动模板组件
(1) 滑套装入动模板套孔中,并保证配合要求。
(2) 以滑套中心为基准,将动模板组件装配到导柱上
3. 合模,合模前,应再次确认所有螺钉是否都已紧固。合模时,应将导柱与导套对齐后,使定模组件平行滑动,并用塞尺检查定模组件与动模组件之间分型面的接触情况,一般接触间隙不大于0.4mm。
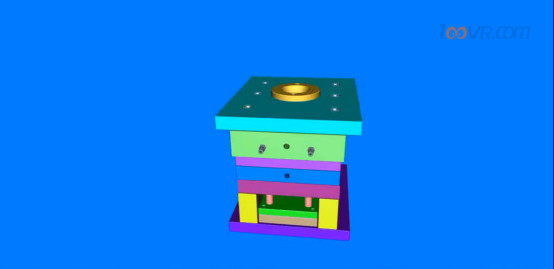
图为100唯尔教育合模
以上,就是100唯尔教育关于注塑模装配的部分内容,如果对其中的课程内容及其资源感兴趣,可以直接上100唯尔教育网搜索“塑料模具”就可以看到对应的课程列表了。